






Федеральное агентство по образованию Российской Федерации
Белгородский государственный технологический университет
им. В. Г. Шухова
Губкинский филиал
Курсовой проект
по дисциплине: "Безопасность технологических процессов и производств"
на тему: "Безопасность технологического процесса производства асфальтового бетона"
Выполнил:
Захаров Максим Александрович
группа: БЖ-31
Проверила:
Черных Ольга Александровна
Губкин, 2008
Введение
1. Общие сведения асфальтовых бетонов
1.1. Классификация асфальтовых бетонов
1.2. Разновидности асфальтовых бетонов
1.3. Составляющие материалы асфальтового бетона
2. Технология производства асфальтового бетона
2.1. Общие сведения
3. Анализ вредных и опасных производственных факторов
3.1. Общие положения
3.2. Требования безопасности к производственному оборудованию при
производстве асфальтового бетона
4. Расчет основных параметров оборудования при производстве
асфальтового бетона
4.1. Расчет ширины уступа площадок карьера
4.2. Расчет основных размеров параметров работы экскаваторов
4.3. Расчет основных параметров конвейера
4.4. Выбор и расчет дробильно-помольного оборудования с учетом
требований производственной безопасности
4.5. Машины для тонкого измельчения (помола) материала
Заключение
Список литературы
Введение
В настоящее время стоит вопрос о строительстве более усовершенствованных дорог с асфальтобетонным покрытием, отвечающие всем требованиям по долговечности, ровности, шероховатости (коэффициенту сцепления). Для реализации этой цели необходим подробный и более детальный анализ технологического процесса производства асфальтобетонной смеси производства такого покрытия требуется приготовление асфальтобетонной смеси.
Производство асфальтобетонной смеси - это один из самых энергоемких процессов дорожного строительства. От состояния всего парка машин и оборудования зависит расход топлива - энергетических ресурсов.
Асфальтовый бетон (асфальтобетон) - искусственный строительный материал, получаемый в результате затвердевания уплотненной смеси минеральных заполнителей (щебня, песка, тонкоизмельченного минерального порошка) с органическим вяжущим (битумом или дегтем). Асфальтобетон без крупного заполнителя (щебня) называют песчаным асфальтом или асфальтовым раствором.
Асфальтовые бетоны значительно более стойки к коррозионным воздействиям, чем цементные, но боятся воздействий жидких топлив и масел. Износостойкость асфальтовых бетонов выше, чем цементных.
Наиболее широкое применение асфальтовый бетон находит в строительстве при возведении магистральных, городских, аэродромных, дорожных, кровельных и других покрытий, гидротехнических, мостовых, промышленных, жилищно-гражданских и иных зданий и сооружений.
Для повышения качества дорог необходимо производить качественную и эффективную асфальтобетонную смесь, а для этого необходимы АБЗ с новейшей технологией и применением местных ресурсов.
1. Общие сведения об асфальтовом бетоне
1.1. Классификация асфальтовых бетонов
Асфальтобетон
1) По показателю бывает:
Холодный;
Горячий;
2) По виду минеральной составляющей (заполнителя):
Щебёночный;
Гравийный;
Песчаный;
3) По вязкости применяемого битума:
Горячий а\б - вязкие и жидкие;
Холодный а\б - жидкие;
4) По остаточной пористости
Горячие а\б делятся:
а) высокоплотные - от 1 до 2.5%
б) плотные - свыше 2.5 до 5%
в) пористые - свыше 5 до 10%
г) высокопористые - свыше 10 до 18%
Холодные а\б - свыше 6 до 10%
Горячий а\б:
а) А-свыше 50 до 60%
б) Б-свыше 40 до 50%
в) В-свыше 30 до 40%
Холодный а\б:
а) Бх-свыше 40 до 50%
б) Вх-свыше 30 до 40%
6) По производственному назначению;
7) По технологическим признакам асфальтобетонной смеси в процессе укладки.
К основным классификационным признакам асфальтобетонов относятся разновидность крупного заполнителя, вязкость битумов, размеры зерен щебня или гравия, структурные параметры, производственное назначение.
В зависимости от вида крупного заполнителя асфальтобетоны разделяют на:
Щебеночные, состоящие из щебня, песка, мин. порошка и битума;
Гравийные, состоящие из гравия, песка, мин. порошка и битума;
Песчаные -отсутствует крупный заполнитель (щебень или гравий).
По вязкости применяемого битума и по температуре укладки асфальтобетонной массы в конструктивный слой они подразделяются на:
Горячие укладываемые при температуре не ниже 120°С;
Теплые укладываемые при температуре не ниже 70°С;
Холодные укладываемые при температуре не ниже 5°С.
Кроме того, горячие и теплые асфальтобетоны в зависимости от использования их в дорожной конструкции разделяют на:
Плотные - для верхних слоев покрытия дорог с остаточной
пористостью от 2 до 7%;
Пористые - для нижнего слоя и оснований дорожных покрытий, с
остаточной пористостью от 7 до 12% по массе;
Высокопористые - с пористостью 12 ... 18%.
Плотные дорожные асфальтобетоны (горячие и холодные) в зависимости от количественного содержания в них крупного или мелкого заполнителя подразделяют на пять типов: А, Б, В, Г, Д. Так, например, тип А содержит 50 ... 65% щебня; тип Б - 35 ... 50% щебня или гравия; тип В - 20 ... 35% щебня или гравия.
Кроме того, плотные горячие и теплые асфальтобетоны подразделяют на три марки - I, II, III в зависимости от качественных показателей.
По производственному назначению различают асфальтобетоны:
дорожные, аэродромные, гидротехнические, для плоской кровли и полов.
По технологическим признакам асфальтобетонной массы в процессе ее укладки и уплотнения асфальтобетоны и растворы разделяют на:
Жесткие;
Пластичные;
Для уплотнения жестких и пластичных масс применяют тяжелые и средние катки. Литую асфальтобетонную массу часто уплотняют специальными валками, легким катком или вовсе не уплотняют
1.2. Разновидности асфальтовых бетонов
К разновидностям асфальтобетона относятся теплый, холодный, литой, цветной. Более редким в строительстве является дегтебетон.
Теплый асфальтобетон используют для устройства нижних слоев в пoкрытиях.
Для приготовления теплого асфальтобетона используют вязкие нефтебитумы марок БНД 200/300 и БНД 130/200 или жидкие битумы; теще более тоньше измельченный, чем в горячих смесях известняковый порошок; щебень, искусственный песок, прочные шлаки. Температура готовой теплой массы при ее выходе из смесителя должна быть 90-130°С. Допустимые пределы температур массы при ее уплотнении в покрытии: нижний - 50°С при работах в теплую погоду и при марке битума СГ 70/130; верхний - 100°С при работах в холодную погоду и при марке битума СГ 130/200. Уплотнение производят легкими и тяжелыми (12 т) катками; при холодной погоде рекомендуется уплотнять массу сразу же после ее укладки в покрытие, чтобы не остудить массу и не потерять ее удобообрабатываемость. Толщину рыхлого слоя назначают на 15-20% больше проектной толщины и покрытия, что регулируется положением выглаживающей плиты укладчика.
Холодный асфальтобетон содержит жидкий или разжиженный вязкий битум, что позволяет укладывать массу холодного асфальта при температуре окружающего воздуха.
Приготовление холодного асфальта осуществляется в горячем и холодном состояниях. При приготовлении массы в горячем состоянии применяют жидкий или разжиженный битум, в холодном - битумную эмульсию. Холодный асфальт применяют для создания верхних слоев дорожных покрытий и при производстве ремонтных работ.
Если холодный асфальт употребляется в строительных работах после его изготовления на АБЗ, то укладку массы производят еще в теплом состоянии. В этом случае слой массы ложится компактнее, а при его уплотнении быстрее формируется монолитное покрытие.
При работах во влажную погоду используют холодный асфальт, приготовленный на битумной эмульсии.
В первый период эксплуатации дорожного покрытия рекомендуется не допускать высокой грузонапряженности при движении автотранспорта, так же как нельзя допускать и слишком слабой интенсивности движения транспорта, поскольку окончательное формирование покрытия происходит именно под действием этого движения.
Холодный асфальт приготовляют с применением щебня из морозостойких карбонатных пород (известняков, доломитов) и доменных шлаков с пределом прочности при сжатии не менее 80 МПа.
Чтобы покрытие не становилось скользким при его эксплуатации, к известняковому щебню добавляют до 30% мелкого (8-10 мм) гранитного, базальтового щебня или искусственного дробленого песка из тех же пород камня. Песок должен быть чистым, однородным, без органических примесей или глинистых частиц.
Для повышения вязкости и клеящей способности разжиженного или жидкого битума в состав холодного асфальта добавляют минеральный (известняковый) порошок.
Холодный асфальт может длительное время оставаться в рыхлом состоянии в складских условиях (до 8-10 месяцев). Поэтому холодную асфальтобетонную массу обычно приготовляют в зимнее время года с тем, чтобы ее раскладку в покрытие произвести с наступлением весны. Зимняя заготовка массы позволяет работать АБЗ практически в течение полного года. При чрезмерно длительном хранении рыхлая масса холодного асфальта постепенно слеживается, образуются глыбы, в этом случае требуется предварительное ее рыхление, добавляя на последней стадии перемешивания массы, хлорное железо и другие специальные вещества (добавки) до 2-3%, чтобы уменьшить слеживание при длительном хранении. Однако, нужно помнить, что механическое рыхление ухудшает качество массы вследствие обнажения отдельных частиц, покрытых пленкой битума.
При тонких пленках битума слеживаемость массы меньше и прочность плотного покрытия выше. При выборе вяжущего учитывают, что чем холоднее погодные условия, длительнее срок хранения массы, ниже прочность камня, тем вяжущее вещество должно быть более жидким.
Доля вяжущего вещества в составе холодного асфальта устанавливается проектированием оптимального состава, но обычно находится в пределах 6-8% для песчаного и 5-7% для мелкозернистого. Качество холодного асфальта в покрытиях характеризуется его прочностью при сжатии в сухом и водонасыщенном состояниях при 20°С соответственно 1,5-2,0 и 1,0-1,5 МПа, коэффициентом водоустойчивости не менее 0,6-0,8 и некоторыми другими, показателями свойств. В целом следует отметить, что эта разновидность асфальтового бетона применяется в ограниченных размерах, но покрытия из него перспективные.
Литой асфальтовый бетон выделяется из других горячих аналогов тем,
что все межзерновые поры в нем заполнены асфальтовым вяжущим веществом. После укладки массы и ее уплотнения в монолите практически отсутствуют остаточные поры и пустоты, поэтому покрытия из него водонепроницаемые.
Преимущество литого асфальта состоит в том, что работы по его укладке можно производить при сравнительно низких температурах (до -10°С) воздуха. Не требуется продолжительного уплотнения массы катками или тромбования при ямочном ремонте. Достаточно прикатать его легкими (0,5-1,5 т) катками. Преимуществом покрытий из литого асфальта является также их высокая долговечность, износостойкость и шероховатость.
Литой асфальтобетон не лишен и некоторых недостатков: к деформациям при высоких температурах воздуха и к образованию трещин в период низких температур воздуха. В последние годы эти недостатки были резко ослаблены. В получаемых составах литого асфальта содержится минеральных частиц крупнее 5 мм 50-55%, асфальтовяжущего вещества 20-25%. Слой уложенной массы не требует дополнительного уплотнения. С понижением температуры покрытия с 200°С до атмосферной литой асфальт в покрытии отвердевает и пригоден к эксплуатации.
Достоинства покрытий из вибролитых смесей отмечены при их укладке на дорогах высоких категорий, мостах, эстакадах и взлетно-посадочных полосах аэродромов. По технологии вибролитья используют подогретые зернистые минеральные материалы температурой 280-300°С, если порошок поступает холодным; температуру нагрева их снижают на 12-14%, если порошок в мешалку подается подогретым до температуры 120-140°С. Битум подогревают до температуры 150-170°С. Температура смеси должна быть 190-200°С, если температура воздуха выше -10°С; не ниже 220°С, если температура воздуха +10-15°С. Технические свойства смеси и асфальтобетона: пористость минеральной смеси не более 20%, подвижность смеси при 200°С - не менее 25 мм (определяют с помощью металлического конуса); водонасыщение уплотненных образцов - 1,0% от объема; глубина вдавливания штампа в образцы при температуре 40°С - не более 4 мм.
Цветной асфальтовый бетон состоит из мелкого щебня (5-7 мм), песка, минерального порошка, связующего, пластификатора и пигмента. В качестве вяжущего вещества в нем выступает структурный элемент из связующего и минерального порошка с добавлениями пластификатора и пигмента. В качестве щебня применяют измельченные отходы белого мрамора и известняка. Песок должен быть чистым и светлым, а минеральный порошок - из тонко измельченного белого мрамора. Связующим в цветном асфальте обычно служат полимеры, полиэтилен, поливинилхлорид, и др. Из пигментов более цветостойкими являются железный сурик, крон желтый, оксид хрома.
Цветной асфальтобетон применяют для оформления площадей скверов, остановок городского транспорта, пешеходных переходов и других объектов города.
1.3. Составляющие материалы асфальтового бетона.
При изготовлении асфальтобетонной массы используют щебень, гравий, песок, минеральный порошок и битум.
Щебень применяют из изверженных и метаморфических горных пород с пределом прочности при сжатии не менее 100,0-120,0 МПа или пород осадочного происхождения с пределом прочности не менее 60,0-80,0 МПа (в водонасыщенном состоянии); для дробления горных пород на щебень чаще всего используют граниты, диабазы, базальты, известняки и доломиты, а также прочные доменные шлаки. Щебень или гравий должны быть чистыми, разделенными по фракциям 20...40, 10... 20 и 5... 10 мм с морозостойкостью не менее Мрз25; в мягких климатических условиях - не менее Мрз15.
Песок природного происхождения или полученный в результате дробления горных пород с прочностью не ниже прочности щебня. Природные пески должны быть разнозернистые, чистые с модулем крупности более 2,0 и содержанием пылевато-глинистых частиц не более 3% (по массе).
Минеральный порошок изготовляют путем измельчения известняков и доломитов с пределом прочности при сжатии не менее 20,0 МПа, а также доменных шлаков или асфальтовых пород. По степени измельчения необходимо, чтобы порошок проходил (при мокром рассеве) через сито с отверстиями 1,25 мм, содержание же частиц мельче 0,071 мм было не менее 70% по массе, а частиц мельче 0,315 мм - не менее 90%.
Битумы бывают природные и нефтяные. Природные являются продуктом естественного видоизменения нефти. Они встречаются иногда в чистом виде, образуя озера, в виде твердых скоплений – асфальтитов, но чаще пропитывают горные породы – известняки, доломиты, песчаники. Содержание битрумав них 10-80%. Из этих пород битум получают путем экстрагирования с помощью различных растворителей.
В основном применяют нефтяные битумы. Их стоимость в 5-6 раз ниже природных.
По способу получения нефтяные битумы делят на:
Остаточные (остаток после отгонки из нефти бензина, керосина и части масел);
Окисление (нефтяные остатки окисляют кислородом воздуха в конвекторах периодического или непрерывного действия или в трубчатых реакторах, называемые окислительными колонками;.
Кроме указанных компонентов в процессе приготовления асфальтобетонной массы иногда добавляют ПАВ, улучшающие качество готового асфальтобетона. Эти вещества позволяют удлинить сроки строительного сезона, облегчить технологические операции и увеличить долговечность материала.
2. Технология производства асфальтового бетона
2.1. Общие сведения
Производство асфальтобетонной массы осуществляется на специальных заводах: стационарных и временных. Стационарный асфальтобетонный завод (АБЗ) выпускает массу в больших количествах и предназначен для строительства асфальтобетонных покрытий на крупных строительных объектах, работы на которых выполняют в течение нескольких лет, например АБЗ для строительства городских дорожных покрытий. Временные АБЗ предназначены для обслуживания асфальтобетонной массой небольших объектов или крупных, но сильно растянутых в одном направлении, - магистральных автомобильных дорог и др.
Заводы по производству асфальтобетонной массы относятся к высокомеханизированным предприятиям. На современных заводах достигнута полная механизация и автоматизация основных технологических операций. В состав завода входят: смесительный цех, машины и оборудование которого предназначены для приготовления асфальтобетонной массы, дробильно-сортировочный цех для изготовления щебня, помольный цех для изготовления минерального порошка, цех битумного хозяйства, энергосиловое и паросиловое отделения, складское хозяйство, ремонтно-механические мастерские и лаборатория при отделе технического контроля качества.
Известно, что одним из важнейших компонентов асфальтобетонной смеси является минеральный порошок, без которого невозможно получить асфальтобетон, отвечающий требованиям ГОСТа. Для получения минерального порошка используется часть песчаной фракции минерального состава асфальтобетонной смеси, предварительно прошедшей через сушильный барабан, затем измельченной в мельнице, и поданной через накопительный бункер в смеситель.
На листе 1 показана технологическая схема производства асфальтобетонной смеси. Основная операция технологии - смешение исходных и подготовленных материалов, принимаемых в определенных количествах по проектному составу. Температура выпускаемой из смесительного аппарата массы 150-180°С или ниже у теплых и холодных масс. Иногда в состав асфальтобетонной массы одновременно с битумом вводят поверхностно-активную добавку, дозируемую с помощью специального дозатора.
Наиболее часто используют лопастные смесители. Быстрое перемешивание в смесителях этого типа достигается при турбулентно-вращательном движении массы за счет повышенной частоты вращения валов лопастей мешалки - до 200 об/мин. Облегчает и ускоряет перемешивание песчаной асфальтобетонной массы предварительное активирование минерального порошка или введение активных добавок в смеситель в период перемешивания. При производстве асфальтобетонной смеси используют ковшовые конвейеры (данный конвейер указан на листе 2). Их применяют для подъема материалов по вертикали на высоту до 50 м. На бесконечной цепи установленной на двух звездочках, ведущей и ведомой, или бесконечной ленте, установленной на двух барабанах, закрепляют рабочие органы – ковши. На таких элеваторах можно транспортировать как сыпучие, так и кусковые материалы. Сыпучие и мелкокусковые материалы загружают предварительно в загрузочный башмак, из которого его забирают ковши. Крупнокусковые материалы необходимо подавать непосредственно в ковши.
Элеваторы бывают быстроходные (со скоростью тягового органа 1,25-2,0 м/с) и тихоходные (со скоростью 0,4 – 1.0 м/с).
В этих элеваторах используют ковши с цилиндрическими днищами (указан на листе 2 рис. б) и остроугольные с бортовыми направляющими.
Ковши с цилиндрическими днищами для транспортирования сухих материалов (земли, песка, мелкого каменного угля) и мелкими для транспортирования плохо высыпающихся материалов (влажного песка, молотого гипса, извести, цемента).
Остроугольные ковши с бортовыми направляющими применяют для транспортирования абразивных и кусковых насыпных материалов.
Чтобы не остудить асфальтобетонную массу в пути следования к месту ее укладки, кузов автомобиля-самосвала рекомендуется покрывать брезентом, деревянными щитами и др.
Укладывают горячую массу механическими укладчиками. Чем выше температура воздуха и лучше участок защищен от ветра, тем больше длина укладываемой полосы. Так, например, при температуре более +25°С и хорошей защите от ветра длина полос составляет 100-200 м, при +5-10°С она составляет 25-60 м. Самый распространенный способ уплотнения горячей массы при больших масштабах строительства дорожных покрытий - укатка катками (статического действия, вибрационными, пневмоколесными), а в помещениях - площадочными вибраторами. Первичное уплотнение уложенного слоя производится трамбующим брусом асфальтоукладчика. Монолитный асфальтобетон в покрытии должен удовлетворять определенным техническим требованиям.
Реальные свойства асфальтобетона не остаются постоянными, так как внешние условия могут быстро изменяться, а вместе с ними должны изменяться и свойства покрытия из асфальтового бетона. При обычной температуре (20-25°С) четко проявляются упруго- и эластичновязкие его свойства, при повышенных температурах - вязкопластические, а при пониженных, отрицательных температурах асфальтобетон становится упругохрупким телом. Но он чувствительно реагирует не только на колебания температуры (t ° ), но также на изменение скорости (v ) приложения механических усилий (нагрузки) или скорости деформирования. Чем выше значения v , тем при более высоких напряжениях разрушается асфальтобетон.
В производственных работах обычно механическую прочность асфальтобетона характеризуют пределом прочности при сжатии стандартных образцов, испытанных при заданных температуре и скорости приложения нагрузки. При одноосном сжатии предел прочности асфальтобетона определяют на цилиндрических образцах, размерами(диаметр и высота) 50,5×50,5 или 71,4×71,4 мм (в зависимости от крупности минерального заполнителя). Испытания проводят при температурах 20, 50°С и скорости приложения нагрузки, равной 3 мм/мин.
При температуре 20°С предел прочности при сжатии асфальтобетона составляет около 2,5 МПа, а при растяжении - в 6-8 раз меньше. С понижением температуры предел прочности при сжатии возрастает (до 15-20 МПа при -15°С), а с повышением - снижается (до 1,0-1,2 МПа при +50°С).
Из других технических характеристик следует отметить износостойкость и водостойкость. Износостойкость определяют по потере массы образцов, испытываемых на кругах истирания или в барабанах (с определением износа). Горячий асфальтобетон в дорожных покрытиях изнашивается в пределах 0,2-1,5 мм в год. Водостойкость характеризуют величиной набухания и коэффициентом водостойкости, равным отношению пределов прочности при сжатии образцов в водонасыщенном и сухом состояниях при температуре 20°С. Он должен быть в пределах 0,6-0,9; величина набухания в воде не более 0,5% (по объему).
3. Анализ вредных и опасных производственных факторов
3.1. Общие положения
Организация и технология работ при производстве асфальтового бетона должны обеспечивать безопасность для работающих на всех стадиях производственного процесса и соответствовать требованиям настоящего стандарта, ГОСТ 12.3.002-75, ГОСТ12.1.004.91, СНиП III-4-80, правил пожарной безопасности.
При выполнении работ по производству асфальтового бетона должна быть обеспечена безопасность для работающих при возникновении следующих опасных и вредных производственных факторов: запыленность и загазованность воздуха, уровень шума и вибрации, недостаточная освещенность, отклонения от оптимальных норм температуры, относительной влажности и скорости движения воздуха в рабочей зоне; электробезопасность применяемых машин и оборудования.
При выполнении работ по приготовлении асфальтобетонной смеси в опасных зонах порядок допуска к производству работ, а также границы опасных зон, в пределах которых действуют опасные факторы, должны соответствовать СНиП III-4-80.
3.2. Требования безопасности к производственному оборудованию при производстве асфальтового бетона
При производстве асфальтобетонной смеси существуют опасные и вредные производственные факторы, которые негативно воздействуют организм на человека. Следовательно, нужно выявить и знать какие ОВПФ существуют при производстве асфальтобетона для их устранения.
На территории асфальтобетонных заводов выделение загрязняющих веществ происходит в основном следующих цехах:
В цехе подготовки битума,
В цехе производства и подготовки минеральных материалов (склады щебня, песка, ленточные транспортеры, грохоты);
В котельной, гараже, складе ГСМ.
В воздух рабочей зоны могут выделяться в основном следующие вещества: неорганическая пыль с разным содержанием диоксида кремния, углеводороды, оксиды углерода карбита, ангидрид сернистый, оксид серы, сажа, свинец и его неорганические содержания.
Для обеспечения минимального загрязнения окружающей среды используют три типа оборудования: сухие пылеуловители, мокрые пылеуловители (скрубберы) и пылеуловители с рукавными фильтрами. Сухой пылеуловитель обычно устанавливается перед остальными системами очистки и называется первичным пылеуловителем. Мокрый пылеуловитель (мокрый скруббер) и пылеуловитель с рукавными фильтрами являются вторичными пылеуловителями. Первичный пылеуловитель используется для очистки дымовых газов от более крупных частиц заполнителя. Вторичный пылеуловитель используется для очистки дымовых газов от мелких частиц минеральных материалов (пыли).
Для работы горелки требуется определенное количество воздуха.
Этот воздух вместе с продуктами сгорания топлива и выпаренной из минеральных материалов влагой перемещается через сушильный или сушильно-смесительный агрегат со скоростью, зависящей от режима работы асфальтосмесительной установки. Содержание пыли в дымовых газах возрастает пропорционально увеличению производительности дымососа. На асфальтосмесительных установках непрерывного действия количество попадающей в дымовые газы пыли можно значительно сократить путем ускорения подачи в сушильно-смесительный агрегат битума. Чем раньше осуществляется подача битума в сушильно-смесительный агрегат, тем меньше пыли захватывается потоком дымовых газов. Загрязненность дымовых газов зависит от режима работы сушильно-смесительного агрегата - степени заполнения барабана материалом, расположения точки подачи битума и скорости движения газов. Загрязненность дымовых газов может резко колебаться при изменении зернового состава минеральных материалов и режимов работы асфальтосмесительной установки.
Под эффективностью работы оборудования для очистки дымовых газов подразумевается отношение количества пыли, оставшейся в пылеуловителе, к количеству пыли, содержавшейся в дымовых газах до его прохождения через пылеуловитель. В частности эффективность пылеуловителя можно определить по количеству частиц, выбрасываемых из вытяжной трубы. Основным загрязнителем дымовых газов являются мелкие фракции, мелкодисперсная пыль, которая попадает в атмосферу через негерметичное оборудование или трубопроводы. Для асфальтосмесительных установок периодического действия можно назвать три основных источника утечки мелкодисперсной пыли: элеватор для подачи горячего материала на грохоты и в смесительный агрегат. В результате разгрохотки горячих материалов появляется мелкодисперсная пыль. Она также появляется в процессе цикла сухого смешивания в смесительном агрегате. Для предотвращения выбросов мелкодисперсной пыли в атмосферу необходимо закрыть грохоты герметичным кожухом и свести цикл сухого перемешивания к минимуму.
Кроме этого возможно применение специальной системы очистки дымовых газов от мелкодисперсной пыли. Эта система состоит из трубопровода с регулируемыми заслонками, который подводится с одной стороны к кожуху грохотов, бункерам для хранения горячих материалов, весовому бункеру-дозатору и смесительному агрегату, а с другой стороны - к вентилятору-дымососу, который подает пыль в пылеуловитель второй стадии очистки. Если на асфальтосмесительных установок вентилятор-дымосос для не используется, то трубопровод соединяется с пылеуловителем второй ступени очистки. Как на асфальтосмесительных установках периодического действия, так и на асфальтосмесительных установках непрерывного действия трубопровод между сушильным и сушильно-смесительным агрегатом и оборудованием для очистки дымовых газов может служить причиной попадания в атмосферу мелкодисперсной пыли. Все отверстия в трубопроводе необходимо герметично закрыть, чтобы вся находящаяся в дымовых газах пыль попадала в пылеуловитель. Рекомендуется сразу устранить имеющиеся неплотности, чтобы вентилятор-дымосос не осуществлял подсос дымовых газов, уменьшая тем самым его количество, подаваемое к горелке. Таким образом, при работе с оборудованием для очистки дымовых газов необходимо обращать внимание на следующее:
Необходимо периодически контролировать цвет выходящих из вытяжной трубы дымовых газов.
При использовании мокрого скруббера необходимо регулярно проверять форсунки трубы Вентури.
Необходимо проверять чистоту воды в резервуаре-отстойнике в том месте, где вода откачивается из резервуара.
При использовании пылеуловителя необходимо следить за тем, чтобы перепад давления в рукавных фильтрах был в интервале от 50,4 до 152,4 мм водяного столба.
Температура попадающего в пылеуловитель с рукавными фильтрами дымовых газов не должна превышать 205°С.
При приготовлении асфальтобетонной смеси необходимо сравнивать фактический зерновой состав с составом исходным.
В битумоприемниках следует устанавливать автоматические газоанализаторы, при отсутствии газоанализаторов периодически должен осуществляться лабораторный анализ воздушной среды.
Для того, чтобы избежать превышать указанных ПДК, следует соблюдать (в первую очередь температурный режим), регулярно осуществлять профилактические осмотры и ремонт оборудования, его поверку.
Для предупреждения попадания в атмосферных осадков в расплавленный битум битумоприемники должны быть расположены под навесом. В целях повышения безопасности они должны быть оборудованы системами пароподогрева битума. В системах пароподогрева битума должны быть устройства для непрерывного удаления конденсата. Соединения всех элементов паропровода битума должны быть уплотнены. Утечка пара и конденсата через уплотнения не допускается. Для переливания жидкого битума из контейнеров и цистерн в битумоприемник последние должны быть закрыты сплошными металллическии крышками, люками.
Люки должны быть перекрыты металлическими решетками с ячейками размером не более 150х150мм.
Битумоприемники и битумохранилища должны быть снабжены сигнализаторами максимально допустимого уровня битума. Операции по опрокидывании. контейнеров с битумом и установке пустых контейнеров в транспортное положение должны быть механизированы.
Битумоприемники должны быть оборудованы площадками для обслуживания контейнеров, цистерн, лебедок, применяемых для опрокидывания контейнеров. Рабочие, обслуживающие битумоприемники, должны быть обеспечены инвентарными тормозными башмаками для стопорения железнодорожных цистерн и контейнеров во время разгрузки, а также переносными шлангами для по подключения пара к паровым рубашкам цистерн и контейнеров.
Внутренний осмотр, очистка ремонт битумоприемников и битумохранилищ следует производить при температуре не выше 40 ºС по наряду-допуску.
При эксплуатации битумоприемников и битумохранилищ запрещается:
Хождение по крышам битумоприемников;
Присутствие людей в зоне опрокидывания контейнеров и вблизи люка битумоприемника во время слива;
Передвижение железнодорожных платформ с не закрепленными контейнерами;
Слив битума при незаторможенных контейнерах или цистернах;
Трубчатые печи, предназначенные для окисления битума, должны быть оборудованы:
Запальником для розжига форсунок;
Устройством для продувки топки паром;
Манометрами и термометрами для контроля давления и температуры битума на входе и выходе из печи;
Устройством, автоматически перекрывающим подачу топлива при падении давления газа перед форсунками ниже допустимых
технологических регламентов величин;
Звуковой и световой сигнализацией, автоматически срабатывающей при прекращении подачи топлива к форсункам.
Шум и вибрация производственного оборудования также являются неотъемлемыми вредными производственными факторами и поэтому не должны превышать оптимально-допустимых норм и значений в соответствии с требованиями технологических регламентов и нормативных документов.
3.3. Техника безопасности при эксплуатации машин и оборудования
Основными и ответственными исполнителями мероприятий по охране труда на асфальтобетонных заводах являются производители работ, а также мастера цехов. В пределах порученных им объектах они обязаны:
Проводить первичный и повторные инструктажи на каждом рабочем месте, а также повседневный контроль, инструктаж и обучение рабочих безопасным приемам работы;
Обеспечивать рабочих средствами индивидуальной защиты;
Отвечать за исправное состояние ограждения мест работ – лестниц, переходов и укрепления траншей, контролировать и отвечать за соблюдение работающими правил техники безопасности, контролировать степень освещения рабочих мест, проходов и проездов;
Обеспечивать опасные рабочие места предупредительными надписями, плакатами, участвовать.
Линейные механики и энергетики на своих участках отвечают за техническое (исправное) состояние машин и оборудования, за систематический контроль выполнения рабочими правил техники безопасности при эксплуатации и ремонте дорожных машин, механизмов подъемных приспособлений, механизированного и ручного инструмента, а также электрооборудования.
Рабочие места на всех участках работ должны обеспечивать безопасное выполнение всех видов работ. Для этого рабочие места должны быть оборудованы необходимыми ограждениями, защитными и предохранительными приспособлениями.
Посторонним лицам находиться на рабочих местах и в зоне работ машин и оборудования запрещается.
На асфальтобетонных заводах, а также в отдельных цехах должны быть аптечки со средствами для оказания первой помощи пострадавшим.
Для каждого завода или самостоятельного цеха разрабатывается инструкция по обеспечению пожарной безопасности. Эта инструкция должна определять меры пожарной безопасности и включать в себя: указания по содержанию территории, в том числе подъездных дорог ко всем зданиям и сооружениям; правила и нормы хранения различных материалов и веществ; систему производства пожароопасных работ; порядок поведения рабочих на территории, а также на рабочих местах, где разрешено разводить открытый огонь и курить; правила содержания средств пожаротушения, пожарной связи и сигнализации.
Между зданиями и сооружениями должны быть противопожарные разрывы, которые должны быть в течение всего года в проезжем состоянии, не допуская даже кратковременного его использования для складирования материалов и оборудования.
Пожарный инвентарь и оборудование должны находиться на видных местах и быть в исправном состоянии. Водоснабжение для тушение пожара должно осуществляться из водоемов или пожарных гидрантов. Пожарные краны, рукава и стволы следует хранить в закрываемых и опломбированных шкафчиках, дверцы которых должны легко открываться в случае необходимости их использования при возникновении пожара.
Пожарный инвентарь и первичные средства пожаротушения передаются под ответственность мастерам участков или другим ответственным лицам.
Пусковые устройства должны исключать возможность пуска электродвигателей машин, механизмов и оборудования, а также электрических сетей посторонними лицами.
Неизолированные провода, шины, контакты магнитных пускателей и предохранителей, находящихся вне электротехнических помещений, должны быть со всех сторон ограждены или находиться на высоте, недоступной для прикосновения к ним.
Каждая машина, механизм и оборудование должны быть закреплены приказом за определенными лицами или бригадой, обслуживающей их.
Самоходные машины должны находиться в технически исправном состоянии и иметь световую, звуковую или комбинированную сигнализацию. Работать на неисправных машинах запрещается.
Машины, механизмы и оборудование, имеющие электропривод, должны иметь заземление в соответствии с "Инструкцией по заземлению передвижных строительных механизмов и электрифицированного инструмента" (СН 38-58).
В зоне работы или на машине необходимо вывешивать надписи, знаки или плакаты по технике безопасности.
На всех емкостях, предназначенных и используемых для хранения токсичных и огнеопасных материалов (органических растворителей – бензола, ксилола, толуола, сольвента, бензина и др.), должны быть соответствующие надписи краской "Яд", "Огнеопасно".
Емкости для хранения токсичных и огнеопасных материалов должны закрываться герметичными крышками и запираться. Наполнение емкостей и раздачу материалов необходимо производить с помощью насосов и трубопроводов. Раздача материалов черпаками, ведрами и сифонами запрещается. Для масляных ванн и картеров двигателей должна быть указана и их вместимость.
В местах перехода через конвейеры, траншеи и канавы должны быть установлены мостики шириной не менее 0,6 м с перилами высотой 1 м.
Внутризаводские дороги и пешеходные дорожки в зимнее время должны регулярно очищаться от снега и льда и посыпаться песком или мелким шлаком.
4. Расчет основных параметров оборудования при производстве асфальтового бетона
4.1. Расчет ширины уступа площадок карьера
Строительные и дорожные машины в процессе работы взаимодействуют с грунтом, естественными каменными и скальными материалами и породами или искусственными строительными материалами, обеспечивая при этом отделение разрабатываемой среды от массива, ее резание, копание или зачерпывание.
Основой сырья для производства асфальтобетонов, строительства оснований автомобильных дорог являются традиционные изотропные горные породы - граниты, базальты, песчаники, известняки и т.д., месторождения которых имеют ограниченное распространение.
В нашей стране сырьевые материалы для производства асфальтового бетона добывают в карьерах открытым способом.
Определим текущий коэффициент вскрыши kв, если слой полезного ископаемого постоянной мощности залегает горизонтально и его разрабатывают одним уступом, имеющим высоту 13,9 м, а покрывающие породы, залегающие также слоем постоянной мощности разрабатывают двумя способами подступами высотой соответственно 19,2 м и 7,4 м.
Рис.1 Схема уступов в карьере
Так как текущий коэффициент вскрыши определяют за конкретный отрезок времени t, например, за месяц то за этот же период находят объемы вскрышных Q 1 и добычных Q 2 работ. По мере продвижения вскрышного забоя А 1 на расстояние L 1 добыча полезного ископаемого забоем а 2 продвинется также на расстояние L 1 а фронт работ будет постепенно подвигаться в направлении границы карьера со средними скоростями (в м/месяц) и . При постоянных значениях высоты уступов и подуступов (в м 3) получим
![]() ,
,
а так как вскрышные и добычные работы ведут одновременно, то скорости производств равны:
При этом условии определим коэффициент вскрыши (в м 3 /м 3)
 (1)
(1)
при =19,2 м, =7,4 м, Н 2
=13,9 м, ![]() м 3
/м 3
м 3
/м 3
При мощности уступа добываемой породы 13,9 (число и мощности уступов пустой породы 19,2 м и 7,4 м коэффициент вскрыши составит 1,91 м 3 /м 3 .
4.2. Расчет основных размеров параметров работы экскаваторов
Одноковшовые экскаваторы используют для выполнения наиболее тяжелых и трудоемких работ, связанных с копанием грунта, т. е. с отрывом части его от целого массива, с перемещением порции грунта в ковше на небольшое расстояние путем поворота платформы и с погрузкой его в транспортные средства.
Определим длину стрелы, теоретическую и эксплуатационную производительность и основные размеры ковша для экскаватора ЭКГ – 3,2 при разработке грунта – мелкий гравий, вид ковша – драглайн с зубьями, работа в отвал, угол поворота платформы - 90º,
Длину стрелы (в м) одноковшового экскаватора, рассчитывают по эмпирической формуле
где G - масса экскаватора, т;
k – коэффициент, равный 1,9 - 2,1 – для универсальных экскаваторов
и 1,85- для карьерных экскаваторов. Принимаем коэффициент
k =1,85 (т.к. экскаватор карьерный);
В нашем случае экскаватор ЭКГ – 3,2 имеет массу G =150 (т). Подставив значения величин в формулу, получим
![]()
Теоретическая производительность (в м 3 /ч)
где q
n 0 – теоретическое число циклов в минуту при углах поворота
платформы на разгрузку и в забой равных 90º, высоте забоя,
равной высоте расположения напорного вала экскаватора при
расчетных скоростях и усилиях
где t ц.т. - теоретическая производительность цикла, с.
Мелкий гравий относится к II группе, значит емкость ковша принимаем q =4; для карьерного экскаватора ЭКГ - 3,2 теоретическая производительность цикла t ц.т. =22 (с), значит
![]() м³/ч
м³/ч
Исходя из полученных данных, вычислим теоретическую производительность экскаватора
м³/ч
Эксплуатационная производительность (в м 3 /ч)
где q – геометрическая емкость ковша, м³;
n – фактическое количество циклов в 1 мин (для строительных и
карьерных экскаваторов n = 2-4);
k н - коэффициент наполнения ковша (k н =0,55-1,5);
k и - коэффициент использования экскаватора во времени, равный
отношению числа часов чистой работы экскаватора к
продолжительности рабочих смен отчетного периода (k и =0,7-0,8);
kp – коэффициент разрыхления грунта, принимается по табл.
В нашем случае эксплуатационная производительность:
![]() м³/ч
м³/ч
Определим геометрическую емкость ковша (в м 3)
где с – коэффициент, учитывающий форму днища и закругления стенок
ковша (с = 0,9 - для ковша с зубьями, с =0,75 - для ковша с
полукругло режущей кромкой);
В, Н, L - соответственно ширина, высота и длина ковша,
измеренные по расстояниям между внутренними
поверхностями соответствующих стенок ковша, а также
днищем и верхней кромкой стенки ковша, м.
Для прямой и обратной лопаты высоту ковша Н измеряют от стенки с зубьями на середине ее длины до стенки, к которой крепится рукоять. При более точном определении объема ковша Н и L рассчитывают как средние значения предельных величин, ввиду того, что, например, ковш прямой лопаты для удобства разгрузки расширяется книзу.
Т.к. драглайн с зубьями, принимаем коэффициент, учитывающий форму днища и закругления стенок ковша с = 0,9.
ширина ковша ;
высота ковша
длина ковша .
Выполняем проверочный расчет:
q = 0,9 *1,9*1,19*2,06=4,2≈4, что не превышает значения погрешности коэффициентов.
4.3. Расчет основных параметров конвейера
К машинам непрерывного транспорта в строительстве относятся ленточные конвейеры, ковшовые элеваторы, винтовые конвейеры, аэрожелоба, устройства пневматического транспорта и самотечные установки.
q v (в м/с) и не зависит от пути транспортирования.
Рассчитаем погонную нагрузку и производительность элеватора:
Погонная нагрузка элеватора при перемещении груза в ковшах рассчитывается по формуле
где i 0 – геометрическая емкость ковша, м³;
ρ – насыпная масса материалов, кг/м³;
k н – коэффициент наполнения ковшей (среднее отношение объема материала заполняющего ковш к геометрической емкости ковша), принимаемый k н =0,6 для глубоких и остроугольных ковшей,
k н =0,4 для мелких ковшей;
d – шаг между ковшами
Геометрическая емкость ковша 5,9 дм³ = 0,0059 м³, насыпная масса материалов 2000 кг/м³, коэффициент наполнения ковшей для глубоких и остроугольных ковшей 0,6, шаг между ковшами 510 мм = 0,51 м
![]() кг/м
³
кг/м
³
Производительность машин и установок непрерывного транспорта зависит от погонной нагрузки q (в кг/м) и скорости движения v (в м/с) и не зависит от пути транспортирования. В общем виде производительность (в т/ч)
Рассчитаем производительность элеватора по формуле:
![]() , (6)
, (6)
v – скорость движения, м/с.
В нашем случае погонная нагрузка равна 4 кг/м³, а скорость движения
1,35 м/с, подставив значения величин, получим
Определим натяжение набегающей ветви ленты конвейера (в Н), если коэффициент ленты между лентой и приводным барабаном 0,2, угол обхвата приводного барабана ленты 360º, длина ленты конвейера 29, 4 м, ширина 850 мм, высота подъема материала 10 м, скорость ленты конвейера 1,4 м/с, производительность 160 т/ч.
гдеe - основание натурального логарифма (в нашем случаеf =0,2,
α =360º, значит, по табл. e =3,51);
f - коэффициент трения между лентой и приводным барабаном;
α - угол обхвата приводного барабана ленты;
P – окружное усилие, передаваемое на барабан, Н
![]()
где k д – коэффициент динамичности, принимаемый от 1,1 до 1,2 (принимаем k д =1,15);
N 0 – мощность на приводном барабане ленточного конвейера, (кВт) определяется по формуле
![]()
где k – коэффициент, зависящий от длины конвейера L
(в нашем случае ширина конвейера 850 мм=0,85 м, значит принимаем с=0,028);
N сбр. – мощность на сбрасном барабане, кВт (принимаемN сбр .=0);
v – скорость ленты конвейера;
П – производительность;
L г – горизонтальная проекция длины конвейера от угла
наклона β конвейера так, что L г = Lcos β ,м;
H – высота подъема материала Н = Lsin β , м
Н = Lsin β
Выразив из предыдущей формулы β и, подставив величины значений, получим
![]()
![]()
Горизонтальная проекция длины конвейера от угла наклона β
L г = Lcos β= 29,4*cos 19,88= 29,4*0,94=27,6 м
Получив значение горизонтальной проекции длины конвейера от угла наклона β, можно рассчитать мощность на приводном барабане ленточного конвейера (кВт)
Отсюда, зная мощность на приводном барабане ленточного конвейера, получим окружное усилие, предаваемое на барабан
![]() Н
Н
Определим натяжение набегающей ветви ленты конвейера
![]()
![]() Н
Н
4.4. Выбор и расчет дробильно-помольного оборудования с учетом требований производственной безопасности
Щековые дробилки используют для крупного и реже среднего дробления пород высокой и средней прочности. Первичное дробление осуществляется в щековых дробилках с простым качанием щеки, которые создают большие усилия при измельчении и позволяют перерабатывать куски горной массы размером до 700-1200 мм и более.
При измельчении различают дробление и помол. Дробление подразделяют на крупное - размер куска после дробления от 80 до 200 мм, среднее - от 20 до 80 мм, мелкое - от 2 до 20 мм. Помол подразделяют на грубый - размер частиц после помола от 0,2 до 2 мм, тонкий - от 0,01 до 0,2 мм и сверхтонкий - менее 0,01 мм.
Нормальная работа щековых дробилок мало зависит от влажности материала при дроблении пород с небольшим содержанием глины. При большом содержании глины и высокой влажности сырья (6%) производительность дробилок падает, особенно при среднем дроблении, из-за комкования материала.
Рассчитаем оптимальную угловую скорость и частоту вращения вала щековой дробилки, если ход щеки 23 мм = 0,023м, угол между щеками 19º, коэффициент торможения материала 0,8.
Угловая скорость эксцентрикового валащековой дробилки (в рад/с)
![]() , (8)
, (8)
где k т – коэффициент торможения материала при разгрузке (k т =0,9)
g – ускорение свободного падения (g =9,81 м/с 2)
α – угол между щеками (α =15º-23º)
S – наибольший ход щеки по горизонтали у разгрузочного отверстия, м
 а) б)
а) б)


Подставив величины значений, получим
![]() рад/с
рад/с
ω=2π n ; об/c
Щековые дробилки для среднего дробления выпускают производительностью 5-200 т/ч.
Рассчитаем производительность щековых дробилок П(в т/ч). Коэффициент рыхления 0,42, наименьшие размеры разгрузочной щели 54 м, ход щеки 73 м, угол между щеками 21,3º , вид материала – гранит крупнозернистый (ρ=2700 кг/ м³ ), длина разгрузочного отверстия 600 мм=0,6 м, частота вращения вала 5,12 сˉ¹
 (9)
(9)
где S – ход щеки по горизонтали у разгрузочного отверстия, м;
α – угол между щеками, град. (α =15º-23º);
ℓ - длина разгрузочного отверстия равная ширине щеки, м;
n – частота вращения вала, сˉ¹;
k р – коэффициент разрыхления материала (k р=0,3-0,65);
d ср – средний размер кусков выходящих из дробилки
![]() ;
; ![]()
Отсюда, т/ч
т/ч
4.5. Машины для тонкого измельчения (помола) материала
Шаровые мельницы используются после дробления и служат для помола и превращения сырьевых материалов в сырьевую муку. При вращении слоя шаров с барабаном шаровой мельницы на каждый шар действует сила тяжести, направленная вертикально вниз, и центробежная сила инерции.
Рассчитаем угловую и окружную скорости и частоту вращения барабана шаровой мельницы для сухого помола при гладкой футеровке и при футеровке бронеплитами с продольными ребрами, а также для мокрого помола и определить коэффициент загрузки, если барабан мельницы загружен мелющими телами до уровня 1920 мм = 1,92 м., внутренний диаметр нефутерованного барабана 2,7м=2700 мм, угол α =51.9º.

Рис. 4 Схема барабана шаровой мельницы заполненного мелющими телами
![]()
![]()
где R -радиус окружности, описываемой центром тяжести шара, м;
w - угловая скорость шара, рад/с;
n - частота вращения шара, с -1 ;
v - окружная скорость шара, м/с.
В технической характеристике обычно указывают внутренние размеры не футерованного барабана, поэтому расчетный диаметр D определяем по формуле:
D р = D б – 2δ, D ≈ 0,94* D б,
где D б – внутренний диаметр нефутерованного барабана, м;
δ – толщина футеровки равная равная 2,9-3,1% от диаметра барабана, м,
Внутренний диаметр нефутерованного барабана нам дан – 2,7 м
Следовательно, D р ≈ 0,94* D б = 0,94*2,7 =2,538 м
Определим радиус окружности описываемой центром тяжести шара:
R = Dр/2 = 2,538/2 = 1,27 м
Рассчитаем угловую скорость, окружную скорости и частоту вращения барабана шаровой мельницы для сухого помола при гладкой футеровке:
Угловая скорость ![]() =
=
![]() рад/с
рад/с
Окружная скорость: ![]() =м/с
=м/с
Частота вращения: ![]() =
= ![]() сˉ¹
сˉ¹
Рассчитаем угловую скорость, окружную скорости и частоту вращения барабана шаровой мельницы для сухого помола при футеровке бронеплитами с продольными ребрами:
Частота вращения: ![]() сˉ¹
сˉ¹
Угловая скорость: ω2 = 2πn2 = 2* 3,14*0,42 = 2,64 рад/с
Окружная скорость: ύ2 = πDрn2= 3,14*2,538*0,42 = 3,35 м/с
Рассчитаем угловую и окружную скорости и частоту вращения барабана шаровой мельницы для мокрого помола:
Частота вращения:![]() сˉ¹
сˉ¹
Угловая скорость: ω3 = 2πn3 = 2*3,14*0,74= 4,65 рад/с
Окружная скорость: ύ3 = πDрn3 = 3,14*2,538*0,74=5.9 м/с
Эффективность шаровых мельниц зависит от степени заполнения барабана мелющими телами, которая характеризуется коэффициентом загрузки, представляющим собой отношение площади поперечного сечения слоя загрузки в спокойном состоянии к площади поперечного сечения барабана, и рассчитывается по формуле
гдеF - площадь поперечного сечения слоя загрузки, м 2 ;
R – внутренний радиус нефутерованного барабана, м.
Площадь кругового сегмента равна разности площади кругового сектора F 1 и площади равнобедренного треугольника F 2 .
Радиус футерованного барабана: R = D/2 = 3/2 = 1,5 м
где F1- площадь сегмента;
F2 – площадь равнобедренного треугольника
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Анализируя полученный результат, приходим к выводу, что коэффициент загрузки k з =0,32 соответствует оптимальному значению, это значит, что барабан мельницы загружен соответственно.
Заключение
В результате проделанного курсового проекта, была изучена технологическая схема процесса производства асфальтового бетона, принцип работы технологического оборудования, выявлены источники опасных выделений, изучены правила безопасности при работе с технологическим оборудованием, общие требования безопасности.
При производстве асфальтового бетона приходится иметь дело с вибрирующими и шумовыми механизмами, оборудованиями. В каждом случае следует руководствоваться специальными правилами техники безопасности.
Основным технологическим оборудованием, применяемым при производстве асфальтобетона, являются: агрегат пылеулавливания, агрегат минерального порошка, битумоплавильный и сушильный агрегаты, смесительный агрегат, одноковшовые элеваторы, которые служат источниками таких вредных факторов, как вибрация, шум, тепловыделения, загрязнение окружающего воздуха и т.д., которые нормируются ГОСТами, СНиПами и другими нормативно-техническими документами.
В данном проекте был произведен расчет ширины площадок уступов карьера, расчет и размеры основных параметров и выбор конвейера, удовлетворяющего заданным условиям; расчет машин измельчения материалов (щековые дробилки, шаровые мельницы).
Список используемой литературы
1. Рыбьев И.А., Строительные материалы
2. Клюковский Г.И., Общая технология строительных материалов
3. Ицкович С.М., Заполнители для бетона; Минск; изд. Высшая школа, 2001.
4. Горчаков Г.И., Строительные материалы, М.,изд. Высшая школа, 1999.-352 5. Мухленова И.П., Основы химической технологии. – 4-е изд., перераб. и доп.- М.: Высш. школа, 1999. – 463 с.: ил.;
6. http://www.сайт/referat-57965
7. http://stroy-spravka.ru/article/raznovidnosti-asfaltovykh-betonov

Технологическая схема производства асфальтобетонной массы:
1 - агрегат пылеулавливания; 2 - агрегат минерального порошка; 3 - битумоплавильный агрегат; 4 - агрегат питания; 5 - сушильный агрегат; 6 - смесительный агрегат; 7 - накопительный бункер

Вертикальный ленточный ковшовый элеватор:
1 - тяговый орган; 2 - ковш; 3 - приводной барабан; 4 - останов; 5 - привод; 6 - разгрузочный патрубок; 7 - шпиндель натяжного устройства; 8 - загрузочный патрубок.
для дорожно-климатических зон
Предел прочности при сжатии при темпера уре 50 °С, МПа, не менее, для асфальтобетонов
Таблица 2
2.
Характеристика
материалов, применяемых для приготовления асфальтобетонной смеси
2.1 Органическое
вяжущее (битум)
1. В зависимости от глубины проникания иглы при 25 °С вязкие дорожные нефтяные битумы изготовляют следующих марок: БНД 200/300, БНД 130/200, БНД 90/130, БНД 60/90, БНД 40/60, БН 200/300, БН 130/200, БН 90/130, БН 60/90.
Область
применения битумов в дорожном строительстве отражена в таблице 3.
Таблица 3
2. По физико-химическим показателям битумы должны соответствовать требованиям и нормам, указанным в таблице 4.
Таблица 4
|
Наименование показателя |
Норма для битума марки |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ОКП 02 5612 0113 |
ОКП 02 5612 0112 |
ОКП 02 5612 0111 |
ОКП 02 5612 0203 |
ОКП 02 5612 0202 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
1. Глубина проникания иглы, 0,1 мм: |
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
при 0 °С, не менее |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
2. Температура размягчения по кольцу и шару, °С, не ниже |
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
3. Растяжимость, см, не менее |
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
4. Температура хрупкости, °С, не выше |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
АНАЛИЗ ПОТЕРЬ ПРИ ПРОИЗВОДСТВЕ АСФАЛЬТОБЕТОННОЙ СМЕСИ
Петрин Денис Валерьевич 1 , Тарасов Роман Викторович 2 , Макарова Людмила Викторовна 3
1 ФГБОУ ВПО «Пензенский государственный университет архитектуры и строительства», студент
2 ФГБОУ ВПО «Пензенский государственный университет архитектуры и строительства», к.т.н., доцент
3 ФГБОУ ВПО «Пензенский государственный университет архитектуры и строительства», к.т.н., доцент
Аннотация
Современный рынок диктует условия, в которых конечным итогом любого производства должно служить создание высококачественной продукции. Повышение качества продукции требует от предприятия дополнительных затрат на обеспечение качества, в связи с чем вопрос снижения потерь при производстве является достаточно актуальным. В статье приведен анализ потерь при производстве асфальтобетонной смеси.
ANALYSIS OF LOSSES IN THE PRODUCTION OF ASPHALT MIX
Petrin Denis Valeryevich 1 , Tarasov Roman Viktorovich 2 , Makarova Ludmila Viktorovna 3
1 Penza State University of Architecture and Construction, student
2 Penza State University of Architecture and Construction, Candidate of Technical Sciences, Associate Professor
3 Penza State University of Architecture and Construction, Candidate of Technical Sciences, Associate Professor
Abstract
The modern market dictates the conditions in which the end result of any production must be the creation of high-quality products. Improving the quality of products requires an entity to additional costs for quality assurance, and therefore the issue of reducing losses in production is quite relevant. The article is an example of a cost analysis on the quality of the production of asphalt mix.
Библиографическая ссылка на статью:
Петрин Д.В., Тарасов Р.В., Макарова Л.В. Анализ потерь при производстве асфальтобетонной смеси // Современные научные исследования и инновации. 2014. № 12. Ч. 2 [Электронный ресурс]..03.2019).
Состояние дорожной сети является основным показателем благосостояния и развития экономики страны. В настоящее время транспортно-эксплуатационные характеристики большинства отечественных автомобильных дорог отстают от мирового уровня при устойчивом росте количества автомобилей . При этом распределение дорог по их состоянию весьма неравномерно (рисунок 1) .
Рисунок 1 – Соответствие дорожной сети требованиям нормативной документов
Такое состояние дорожной сети Российской Федерации требует оперативных решений.
Ввиду чего основной целью любого отечественного предприятия по производству АБС является достижение высокого качества изготавливаемой продукции.
Решение этой задачи возможно за счет разработки и внедрения современных систем менеджмента качества, основанных на процессном подходе и требующих рационального распределения всех ресурсов, в том числе и на обеспечение высокого качества продукции . В связи с этим возникает вопрос эффективного управления затратами.
Следует учитывать, что предприятие постоянно сталкивается с различными проблемами, такими как:
Появление брака;
Поломка оборудования и т.д.
Данные проблемы ведут к тому, что предприятие начинает нести дополнительные затраты на качество.
Затраты на качество включают в себя все расходы, связанные с качеством, и подразделяются на две общие группы - затраты, вызванные несоответствиями, и затраты на предупреждение и выявление несоответствий .
Учет потерь при производстве продукции позволяет предприятиям иметь точные сведения о наличии материальных запасов, готовой продукции и, следовательно, позволяет применять управленческие решения по предотвращению возникновения данных потерь.
Основными видами потерь при производстве асфальтобетонных смесей являются:
Потери при производстве (таблица 1, рисунок 2);
Потери при хранении и транспортировке (таблица 2, рисунок 3);
Потери при укладке (таблица 3, рисунок 4);
Потери из-за устаревшего оборудования (таблица 4, рисунок 5)
Используя диаграмму Парето представим все виды потерь при производстве асфальтобетонной смеси на примере предприятия ОАО «ДЭП – 270» Пензенской области и выясним наиболее значимые из них.
Таблица 1 – Виды потерь при производстве
|
№ потерь |
Виды потерь |
Количество потерь, % |
Доля в общем количестве, % |
|
Потери из-за устаревшего оборудования |
|||
|
Потери из-за некачественного сырья |
|||
|
Потери в результате несоблюдения технологии производства |
|||
|
Потери из-за хранения и транспортировки смеси |
|||
|
Прочие причины |

Рисунок 2 – Диаграмма Парето по видам потерь при производстве
Анализ данных, представленных на рисунке 2 свидетельствует, что на первые три вида потерь: потери из-за хранения и транспортировки смеси, потери из-за некачественного сырья и потери из-за устаревшего оборудования, необходимо обратить особое внимание.
Таблица 2 – Виды потерь из-за хранения и транспортировки смеси
|
№ потерь |
Виды потерь |
Количество потерь, % |
Доля в общем количестве, % |
|
Время хранения |
|||
|
Условия хранения |
|||
|
Время транспортировки |
|||
|
Температура смеси при транспортировки |
|||
|
Прочие причины |

Рисунок 3 – Диаграмма Парето по видам потерь из-за хранения и транспортировки
Анализ диаграммы (рисунок 3) свидетельствует, что устранение или минимизация потерь, которые возникают при длительной перевозке, а также из-за недостаточной температуры смеси при транспортировке, позволит уменьшить большинство возникающих случаев потерь.
Таблица 3 – Виды потерь из-за некачественного сырья
 Рисунок 4 – Диаграмма Парето по видам потерь из-за некачественного сырья
Рисунок 4 – Диаграмма Парето по видам потерь из-за некачественного сырья
Анализ данных, представленных на рисунке 4 свидетельствует, что особое внимание следует уделить на контроль качества битума и щебня. Однако необходимо учесть, что каждый компонент асфальтобетонной смеси является значимым и оказывает сильное влияние на качественные характеристики конечного продукта.
Таблица 4 – Виды потерь из-за устаревшего оборудования
|
Виды потерь |
Количество потерь, % |
Доля в общем количестве, % |
|
|
Тип оборудования |
|||
|
Износ оборудования |
|||
|
Условия эксплуатации |
|||
|
Наличие контроля за соблюдением условий эксплуатации |
|||
|
Прочие причины |

Рисунок 5 – Диаграмма Парето по видам потерь из-за устаревшего оборудования
При анализе диаграммы, представленной на рисунке 5 выявлено, что значимым условием является устранение или минимизация таких видов потерь, как износ оборудования и условия эксплуатации.
Полученные результаты свидетельствуют, что контроль потерь при производстве асфальтобетонной смеси позволяет своевременно предотвратить появление причин, вызывающих их увеличение.
Выявление и снижение производственных потерь – это важнейшая задача любого современного предприятия, которая позволяет снизить себестоимость и повысить рентабельность продукции.
При появлении потерь при производстве предприятие несет большие убытки – затраты непроизводительного характера, в результате которых не будут получены доходы, так как не будет произведен продукт.
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru
Введение
Среди многочисленных строительных материалов асфальтобетону уделяется значительное внимание. Этот материал широко используется в дорожном, аэродромном, промышленном, жилищном, гидротехническом и других видах строительства. Он обладает рядом существенных преимуществ перед многими другими строительными материалами при строительстве соответствующих покрытий, хотя и не лишен некоторых недостатков, которые проявляются в дорожных конструкциях, работающих в условиях интенсивного движения современного тяжелого транспорта.
Повышение эффективности дорожного строительства связано с решением ряда крупных научных и производственных проблем. В первую очередь, это проблемы поиска новых материалов, в частности вяжущих, которые позволят заменить битумы и снизить расход цемента. Такими вяжущими могут стать полимерные материалы при условии снижения стоимости их производства.
Асфальтовый бетон, т.е. разновидность бетонов с применением органических вяжущих веществ (битума, дегтя), является широко распространенным дорожно-строительным материалом вследствие ряда существенных его достоинств. Покрытия из этого материала медленно изнашиваются под действием тяжелого транспорта, они сравнительно прочны и устойчивы к воздействию климатических факторов и воды, безупречны в санитарном отношении, так как не пылят и легко очищаются от наносной пыли и грязи. Пониженная вибрация автомобильного транспорта при движении по дорогам с асфальтобетонным покрытием способствует спокойной езде, а свойство этого материала - поглощать звук от движущегося колеса - уменьшает шум в городах и населенных пунктах.
Сероасфальтобетон является разновидностью асфальтобетона. Производство сероасфальтобетона базируется на сырье серосодержащих отходах основного производства с использованием отходов угледобычи, камнепиления и камнедробления, кирпичного производства, золы уноса и шлаков электростанций, песка и щебня местных карьеров.
Производство сероасфальтобетона получило развитие еще в 80-х годах прошлого века. Использование серы в производстве асфальтобетона наряду с улучшением прочностных качеств, имеет пониженную себестоимость продукции. Кроме того, в связи с быстро развивающейся нефтедобывающей промышленностью Казахстана, открытой остается проблема использования серы, получаемой при очистке нефти, ресурсы которой в ТОО «Тенгизшевройл» составляет 100 000 тонн в год с ежесуточным производством 350 тонн. Также обоснована и экономическая эффективность применения полимерсерных бетонов и изделий на их основе в строительной индустрии Казахстана, климат которого резко континентальный.
Особый научный вклад в разработках теоретических основ структурообразования, основ проектирования и методики расчета составов, изучении физико-механических свойств, химической стойкости, внутренних напряжений и других характеристик полимерсерных бетонов, а также основах их заводской технологии вложен Патуроевым В.В., Орловским Ю.И., Волгушевым, Шестеркиной Н.Ф., Касимовым И.К., Меньковским М.А., Яровским В.Т., Орловской Е.В.
Комплексные исследования бетонов в получении эффективных модифицированных экологически безопасных конгломератов проведены учеными Баженовым Ю.И., Горчаковым Г.И., Ворониным В.В., Алимовым Л.А., Ергешевым Р.Б., Батраковым В.Г., Микульским В.Г., Козловым В.В., Соловьевым В.И., Шинтемировым К.С.
Использование серы имеет много преимуществ. Сероасфальтобетонные покрытия обладают повышенной прочностью по сравнению с асфальтобетоном, что позволяет снизить их толщину. Значительно повышается модуль упругости покрытий (с 2100 до 4200 МПа). Это объясняется тем, что сера хорошо заполняет пустоты между частицами заполнителя и наполнителя, покрытыми пленкой битума и при охлаждении надежно их скрепляет.
Сероасфальтобетонные смеси характеризуются благоприятными эксплуатационными свойствами при действии пониженных и повышенных температур. Они стойкие к действию бензина и дизельного топлива, долговечные, обладают повышенной износостойкостью.
Использование сероасфальтобетонных смесей особенно эффективно при ремонте покрытий, заполнении вырубок, швов, устройстве полов. Благодаря высокой текучести, такие смеси могут просто наливаться и разравниваться, а эксплуатация может быть возобновлена после остывания смеси.
К настоящему времени серные и сероасфальтовые бетоны еще не достаточно изучены и не полностью раскрыты их потенциальные возможности, однако, приведенные выше данные показывают широкие возможности использования этих новых материалов в строительной индустрии Казахстана.
1. Технико-экономическое обоснование места строительства
Проектируемый цех по производству сероасфальтобетона строится в городе Атырау. Город Атырау является центром Атырауской области Казахстана. Расположен он у северного побережья Каспийского моря, по обоим берегам реки Урал.
Климат резко континентальный, крайне засушливый, с жарким летом и умеренно холодной зимой. Средняя температура января -3.4С на юге, - 10.6С на севере, июля 26С на юге, 24С на севере. Осадков выпадает от 100-116 мм на юге до 180-200 мм на севере, снежный покров не устойчив. Характерны сильные ветры - пылевые бури и суховеи летом. Каспийское море в прилегающей к области части имеет глубины менее 50 м. Береговая линия изрезана мало, встречаются небольшие песчаные косы и прибрежные острова. В результате понижения уровня Каспийского моря образовались большие заболоченные участки. Значительная площадь области занята грядовыми и барханными песками - Каранжарык у западного подножья Устюрта, Тайсойган и Бийрик в бассейне реки Уил.
По характеру почвенно-растительного покрова территория области относится к пустынной зоне. Большая часть поверхности покрыта солонцами, солончаковыми и солонцеватыми бурыми почвами, глинистыми в Юго-восточных, песчанистыми в северных районах.
В равниной площади имеются пески. Северную часть области занимает северная полынно-солянковая и злаково-полынная пустыня на бурых почвах. На территории области песчаные массивы занимают огромные площади (свыше 4 млн.га), особенно в части Волго-Уральского междуречья. Здесь преобладают бугристые, грядово-бугристые, закрепленные и полузакрепленные растительностью пески.
На крайнем юго-востоке области возвышаются северо-западные окраины плато Устюрт, представляющее собой высокое столовое плато, сложенное третичными осадочными породами. В Атырауской области были открыты и разведаны разнообразные полезные ископаемые. Из них наибольшее значение имеет нефть. Кроме того, имеются месторождения горючих газов, связанные с нефтью и встречающиеся самостоятельно. Открыты также многочисленные, но небольшие по запасам бурых юрских углей, а близ озера Индер - целый комплекс полезных ископаемых, среди которых наиболее важны калий и особенно бор. Имеются крупные запасы гипса, связанные с соляными куполами, и поваренной соли, а также сульфата натрия. Ведущую роль в современном хозяйстве области играет нефтедобывающая и нефтеперерабатывающая промышленность. В связи с ней и рыболовством значительно выросли металлообработка и машиностроение, в частности судостроение.
По особенностям природы и хозяйственной специализации в Атырауской области можно выделить пять экономико-географических подрайонов: Низовья Урала, Южная Эмба, Тайсаганье, Мангышлак и Устюрт, Северо-западный подрайон.
Перспективы области связаны с освоением разнообразных полезных ископаемых Мангышлака, которые сосредоточены главным образом в районе гор Каратау и Актау.
Особенно велики запасы строительных материалов: известняков и мергелей, песчаников и песков, глин, гипса и минеральных красок. Здесь разведаны довольно большие запасы железных руд.
Промышленность развивается преимущественно на базе добычи и переработки нефтепродуктов. Самым крупным предприятием является ТОО «Тенгизшевройл». Город Атырау является развитым промышленным городом и в том числе в нем имеются некоторые запасы сырьевых и энергетических ресурсов, а транспортные магистрали способны облегчить перевозку, доставку этих ресурсов к местам потребления. При переработке нефти и газа Тенгизского месторождения отходом является сера. Более в млн. тонн серы накопилось на предприятии. Ресурсы ТОО «Тенгизшевройл» составляют 100 000 тонн в год с ежесуточным производством 350 тонн. Отходы очистки нефти Тенгизского месторождения оказывают не благоприятное влияние на экологическую обстановку Атырауской области.
При производстве асфальтобетона сера добавляется в состав вяжущего, тем самым, уменьшая расход битума и повышая прочность и теплоустойчивость дорожного покрытия. Исследования показали, что загрязнения воздушной среды рабочей зоны производственных помещений сернистыми соединениями значительно ниже допустимого нормами. Газохроматографические исследования показали, что исследованные составы серных мастик и бетонов при обычных температурах химически стабильны и не выделяют в воздушную среду вредных примесей.
Так как город Атырау является быстро развивающимся городом, а состояние дорог города и области не удовлетворительное, необходимо наладить производство сероасфальтобетона. Области требуется производство дорожных покрытий на основе местных сырьевых ресурсов.
На основании выше изложенных фактов и учитывая экологическую обстановку области, можно сделать вывод, что в городе Атырау нужно строить завод по производству сероасфальтобетона.
Выбор площадки для строительства должен осуществляться в соответствии с земельным законодательством РК, основами водного законодательства РК и другими законодательными актами, при этом должны учитываться проекты районной планировки, проекты планировки городов и поселков. Трассы линейных сооружений выбираются с учетом региональных схем развития железнодорожных и автомобильных дорог, нефтепроводов, энергосистем сетей связи и других коммуникаций. Определяются размеры земельного участка, потребность в тепле, воде, электроэнергии, транспортном обслуживании, качество стоков и выбросов в атмосферу, организовываются необходимые мероприятия по обеспечению охраны окружающей среды, а также по обеспечению пожарной и взрывобезопасности при выборе площадки для строительства должно соответствовать требованиям СНиПа.
При выборе района и конкретной площадки для размещения проектируемого предприятия, здания и сооружения должны быть учитаны следующие основные положения:
1. Предприятие должно быть приближено к сырьевым и энергетическим ресурсам, трассы транспортных магистралей должны обеспечить вывод этих ресурсов к местам потребления. Предприятия с трудоемкими процессами производства размещают в районах, располагающих большими трудовыми ресурсами.
2. Предусматривается возможность кооперирования с имеющимися или строящимися в данном районе предприятиями.
Строительство завода по производству сероасфальтобетона в близи ТОО. Тенгизшевройл дает ряд преимуществ:
1. Уменьшаются затраты на транспортировку.
2. Уменьшаются затраты на электроснабжения и другие.
Потребность в производстве сероасфальтобетона в настоящее время в Казахстане не обеспечиваются полностью. В Западном Казахстане, особенно в Атырауской облости сероасфальтобетон может заменить полностью производство обычного асфальтобетона, так как с пользованием в составе вяжущего - серы, понижает себе стоимость, происходит экономия битума, который является очень дорогим нефтепродуктом.
В связи с увеличением дорожного строительства по всей республике, потребность будет увеличиваться. Чтобы полностью обеспечить потребность в дорожных материалах в Казахстане следует организовать строительство заводов по производству сероасфальтобетона, который по прочным качествам не устает асфальтобетону, в ряде областей.
Состав сероасфальтобетона (1 и 3), который будет выпускаться на заводе в городе Атырау.
Песок и щебень - 83 %,
Минеральный порошок - 11 %,
Битум - 4,2 %,
Сера - 1,8 %.
Этот состав соответствует требованиям ГОСТ 9128-84. Для производства сероасфальтобетона используется сырые:
1. вяжущее (сера и битум),
2. заполнитель (щебень и песок),
3. наполнитель (минеральный порошок).
Все сырьевые материалы соответствуют требованиям ГОСТа. В Западном Казахстане преобладают известняки, состоящие главным образом из кальцита СаСО3, образовавшиеся в морских бассейнах из ракушек или остатков растений. Полностью известняков от 1700 до 2600 кг/м3, прочность при сжатии от 80 до 200 МПа. Берем известняки с Мангистауского месторождения.
Песок используем местных месторождений. Сера отход переработки нефти и газа Тенгизкого месторождения.
Основное топливо завода - природный газ. Способ траспортировки - трубопровод. Природный газ, получаемый при крекинге нефти нефтеперегонном заводе.
Электроэнергией завод подписывается от главной подстанции ТОО, Тенгизшеврайл, расположенной на территории предприятия.
Источником производственного и хозяйственного водоснабжения является артезианские скважины, расположенной рядом с ТОО, Тенгизшевройл. Из скважины вода поступает по главному водопроводу на территорию ТОО. Тенгизшевройл, а оттуда уже на сам завод. Канализация подключена к действующей канализации. Загрязненная вода направляется к чистым сооружениям, принадлежащим ТОО Тенгизшевройл. Также существует оборотное водоснабжение. Вода после очистки повторно используется на производстве.
Транспорт делится на внешней и внутризаводской. К внешнему относятся автомобильный и железнодорожный транспорт. К внутризаводскому транспорту относятся битумовозы, автосамосвалы и другие. Отправка готовой продукции производится автомобильным транспортом.
2. Основные положения проекта
Основные положения включают следующие показатели:
Производительность цеха - 25000 м3 в год;
Способ производства - по традиционной технологии;
Используемое сырье: щебень, песок, минеральный порошок, битум сера;
Основное технологическое оборудование: сушильный барабан, смесительная установка.
3. Характеристика сырьевых материалов и выпускаемой продукции
Серо - асфальтобетон - строительный материал искусственного изготовления. Для его производства требуются минеральные материалы: щебень, песок, минеральный порошок и органическое вяжущее вещество - битум и сера.
Щебень изготовляется из прочных морозостойких невыветреных горных пород магматического, осадного или метаморфического происхождения, а также некоторых разновидностей атмосферостойких и крупных шлаков. Предпочтительнее применять изверженные основные породы, а из шлаков - доменные и цветной металлургии, обладающие устойчивой структурой. Чаще других употребляются граниты, габбро, диабаз, базальт, андезиты, гнейс, трахиты, известняки и доломиты. В Атырауской области преобладают известняки. В щебне не допускается глинистых и пылеватых фракций свыше 2%, тем более - комков глины, суглинка и других загрязняющих примесей. Ограничивается применение метаморфических пород, так как кварцит нуждается в добавлении извести, цемента или других активизаторов, без которых он показывает слабое сцепление с битумом, а гнейсы и сланцы дают при дроблении в щебень повышенное количество плоской щебенки. Из осадочных пород весьма распространены в производстве асфальтового бетона гравийные материалы в дробленом состоянии, из скальных пород - известняки. Горные породы осадочного происхождения берутся с пределом прочности при сжатии в водонасыщенном состоянии не менее 800 кг/см2. При употреблении щебня в асфальтовый бетон для нижнего слоя покрытия требования к прочности камня снижаются на 20-25 %, поскольку верхнее покрытие всегда испытывает более высокое напряжение от движущегося транспорта. Способность щебня к полировке в нижнем (несущем) слое также практически не имеет значения.Во всех случаях важно, чтобы щебень был однородным по прочности и содержал щебенок пластинчатых и игольчатых не более 15 % по весу для верхнего и 25 % для нижнего слоев серо-асфальтового бетона в покрытии.
Важной качественной проверкой служит испытание щебня на морозостойкость. Эта проверка осуществляется циклическим замораживанием и оттаиванием образцов в водонасыщенном состоянии. Независимо от происхождения породы образец щебня должен выдерживать без разрушения не менее 50 циклов, а при применении камня в нижний слой покрытия - не менее 25 циклов. Допускаемая потеря в весе после испытания на морозостойкость не более 5 %, а для нижнего слоя покрытия - не более 10 % по весу. Щебень должен быть всегда чистым и разделенным по фракциям, иметь по возможности кубическую форму отдельных щебенок.
Крупность рядового щебня находится в пределах от 3-5 до 40 мм. В целях обеспечения однородного гранулометрического состава щебень при хранении сортируется по фракциям 20-40, 10-20, 5-15, 5-10 мм. Смешивание отдельных фракций при хранении не допускается. Слишком крупные зерна допустимы в количестве не более 10 % от веса минеральной смеси.
Песок применяется природный и искусственного дробления. Среди природных песков - горный, речной, морской, озерный и другие. Всегда желательно использовать пески с более остроугольными частицами. За границу пофракционного разделения песка применяется либо 1.25 мм, либо 0.63 мм, в зависимости от крупности прогрокачиваемого песка.
Модуль крупности песка должен быть по возможности более 2.5; содержание зерен крупнее 0.63 мм не менее 50 %. Но могут использоваться и средние пески с модулем крупности 2.5-2.0, содержащие зерна крупнее 0.63 мм в количестве 35-50 %.
Дробленный песок изготовляется из невыветреной горной породы прочностью не ниже прочности щебня, применяемого в серо - асфальтовом бетоне. В дробленном песке рекомендуется иметь не менее 25 % по весу фракций 0.6-2.0 мм, что регулируется добавлением высевок от отходов камнедробления.
В песке не допускается комков глины, суглинка, а количество пылевидных, глинистых и илистых примесей допускается не более 3 % от веса природного песка или не более 5 % от веса дробленного песка. Эти требования проверяются методами отмачивания песка в воде.
Минеральный порошок приготовляют путем искусственного помола известняков и доломитов. Породы камня используются с прочностью на сжатие не менее 200 кг/см2.
Одной из основных качественных характеристик порошка является тонкость помола. Необходимо, чтобы частицы мельче 0.071 мм содержались в порошке не менее 70 % по весу (при мокром рассеве); через сито с отверстиями 1.25 мм порошок должен проходить полностью, а с отверстиями 0.315 мм - не менее 90 % от веса порошка. Среди других требований к качеству минерального порошка, используемого в производстве серо - асфальтового бетона, следует отметить, что пористость в уплотненном состоянии порошка под нагрузкой 300 кг/см2 - не более 35 % объема. Пористость увеличивается с повышением одноразмерности частиц порошка. В заводских условиях минеральные порошки всегда должны быть сухими, рыхлыми, не должны комковаться. В них ограничивается содержание глинистых частиц, определяемое по количеству окиси железа и алюминия, пределом до 1.5 %. Не допустимы и другие загрязняющие примеси в минеральном порошке.
Кроме карбонатных пород, для приготовления минеральных порошков допускаются другие основные горные породы, не содержащие глинистых примесей, а также отсев после 2-3 й стадии дробления известняков и доломитов.
Малопригодными, однако, иногда применяемыми, являются лессовые минеральные порошки, молотые мергель, гипсовый камень или гипс, фильтпрессные и дефекционные отходы сахарной промышленности, отходы содовых заводов с повышенным содержанием водорастворимых соединений и другие. В каждом отдельном случае принято исследовать возможность использования нового минерального порошка, особенно при низкой его стоимости для производства серо-асфальтового бетона. В настоящее время имеется ряд методов, позволяющих достаточно полно характеризовать свойства нового или мало изученного минерального порошка.
Отвергать порошки без достаточного обоснования нежелательно, так же как нельзя использовать минеральный порошок, получаемый из местных материалов и отходов, без тщательной проверки его свойств и состава в лабораторных и производственных условиях. Особенно важно правильно оценить его влияние на долговечность серо - асфальтового бетона, на технологические свойства серо - асфальтобетонной массы и расход битума.
Битум применяется нефтяной. Природный битум также можно применять, но в нашей республике строительные организации его практически не получают. Нефтяные битумы используются как вязкие, так и жидкие. Битумы, улучшенные дорожные вязкие выпускаются следующих пяти марок: БНД - 200/300; БНД - 130/200; БНД - 90/130; БНД - 60/90; БНД - 40/60. При отсутствии жидкого битума заводского изготовления его, приготавливают в необходимом количестве из битумов вязкие. С этой целью вязкий битум объединяется в определенном весовом соотношении растворителем. Получаются разжиженные битумы с теми же необходимыми вязкостными характеристиками, которыми обладают заводские жидкие битумы.
Качество вязких и жидких битумов обуславливается в ГОСТ 22245 - 76 и ГОСТ 11955 - 82.
Выбор основных характеристик битума, т.е. его марки, производится в зависимости от вида изготовляемого асфальтового бетона и некоторые дополнительных факторов сезона работ, района строительства и.н.
Сера является ценным сырьем для получения новых и улучшения свойств традиционных строительных материалов. Источники техногенной серы в Казахстане многообразны: это отходы при переработке на серную кислоту кускового пирита, сульфидных руд, отходы коксования углей и переработки нефти и газа Тенгизского месторождения. Сера, получаемая в результате переработки нефти и газа на предприятии ТОО «Тенгизшевройл», пригодна для использования в производстве серо - асфальтобетона. Благодаря сере асфальтобетон повышает прочность и теплоустойчивость.
4. Обоснование способа производства
Серо-асфальтобетонные смеси изготавливают на стационарных или передвижных асфальтобетонных заводах. Первые строятся там, где имеется постоянная потребность в серо-асфальтобетонных смесях - в городах, у крупных транспортных узлов. Передвижные (временные) асфальтобетонные заводы создают при строительстве или реконструкции магистральных или автомобильных дорог.
Удаленность завода от места укладки горячей смеси определяют продолжительность ее транспортирования, которая не должна превышать 1.5 ч.
Серо-асфальтобетонную смесь приготовляют, как правило, одним из следующих способов:
В асфальтосмесителях принудительного перемешивания периодического действия с предварительным просушиванием, нагревом и дозированием минеральных материалов. Ввиду наиболее широкого распространения этой технологии она названа традиционной;
В асфальтосмесителях принудительного действия, в которых отдозированные холодные влажные минеральные материалы перемешивают с горячим битумом, а затем до заданной температуры. Такая технология названа беспыльной;
В асфальтосмесителях принудительного перемешивания барабанного типа, в которых отдозированные минеральные материалы просушиваются, нагреваются и смешиваются с битумом. Такая технология названа турбулентной.
В нашей республике серо - асфальтобетонные смеси изготавливают в основном по традиционной технологии в смесителях периодического действия.
Холодный влажный песок и щебень подаются со склада в бункера агрегата питания с помощью погрузчиков или конвейеров. Из бункеров агрегата питания холодный и влажный песок и щебень непрерывно подаются с помощью питателей в определенных пропорциях на сборный ленточный конвейер, который загружает холодный и влажный песок и щебень в барабан сушильного агрегата. В барабане песок и щебень высушивают и нагревают до рабочей температуры. Нагрев материала осуществляется вследствие сжигания газообразного топлива в топках сушильных агрегатов. Газы и пыль, образующиеся при сжигании топлива и просушивании материала, поступают в пылеулавливающее устройство, состоящее из блока циклонов, в котором пыль осаждается. Не осажденная тонкая пыль улавливается мокрым пылеуловителем и удаляется в виде шлама.
Нагретые до рабочей температуры песок и щебень поступают из сушильного барабана на элеватор, который подает их в сортировочное устройство смесительного агрегата. Сортировочное устройство разделяет материалы на фракции по размерам зерен и подает их в бункеры для горячего материала. Из этих бункеров песок и щебень различных фракций поступает в дозаторы, а оттуда в смеситель.
Минеральный порошок поступает из агрегата минерального порошка, в состав которого входят оборудование для хранения и транспортирования этого материала. С помощью дозатора, установленного на агрегате минерального порошка, обеспечивается заданное содержание порошка в смеси. Из дозатора порошок подается в смеситель.
Битум, разогретый в хранилище до жидкотекучего состояния с помощью нагревательно-перекачивающего агрегата подаётся в нагреватель битума, в котором обезвоживается и нагревается до рабочей температуры. Сера подается со склада конвейером в бункер дозируется и подаётся в агрегат смешивания серы с битумом.
Полученная масса поступает к смесительному агрегату, дозируется и вводится в смеситель.
Все компоненты, поданные в смеситель, перемешиваются. Затем готовая продукция.
Направляется с помощью подъёмников в бункеры для готовой смеси.
Управления серо-асфальтосмесительными установками осуществляется из кабины управления.
Асвальтосмесители, работающие по такой технологической схеме, служат надёжно и дают высокое качество продукции.
К асвальтомесительным установкам такого типа относится Д-597-А, производительность 25 т/ч и другие. К недостаткам смесителей традиционной технологии относят их большую металлоёмкость, энергоёмкость и пылимость.
Для уменьшения образования пыли при производстве асфальтобетонной смеси используют асфальтосмесители работающие по беспыльной технологии.
В последние годы нашли применения турбулентные барабанные асфальтосмесительные установки непрерывного действия свободного перемешивания.
Изготовление асфалтобетонных и других смесей в этих смесителях по сравнению с традиционными имеет ряд экономических и экологических преимуществ. Но так как изготовление серо-асфальтобетона выделяет не только пыль, но и соединения серы, которые в больших количествах могут быть вредны. В связи с этим для производства серо-асфальтобетона отдаётся предпочтение традиционной технологии, которые модернизируются.
5. Расчет сырьевой смеси
В данном разделе мы определяем производительность основных переделов с учетом потерь при производстве и количество сырьевых материалов необходимых для выполнения годовой программы завода.
Щебень - 6,5 %,
Песок - 18 %,
Минеральный порошок - 9 %,
Битум - 4,2 %,
Сера - 1,8 %.
Определяем производительность основных переделов с учетом потерь при производстве.
Расчет производительности каждого из переделов производят по формуле:
Где: Пр - производительность рассчитываемого предела; По - производительность предела следующего за рассчитываемы; Б - брак по переделу.
Основные пределы определяем согласно технологической линии производства.
В бункере готовой продукции серо-асфальтобетон поступает в количестве 5000000кг.
1. Потери при контроле качества, 1 %:
2. Потери при транспортировке, 1 %:
3. Потери при перемешивания, 3 %:
Таблица 1. Производительность по технологическим пределам
|
Наименование технологического предела |
Единицы измерения |
||||||
|
Бункер готовой смеси |
|||||||
|
Контроль качества |
|||||||
|
Транспортировка |
|||||||
|
Перемешивание |
|||||||
Теперь определяем количество сырьевых материалов, необходимых для выполнения годовой программы завода.
С учетом различных потерь количество сырьевых компонентов рассчитывается следующим образом.
Рассчитываем количество щебня.
Пр= кг/год.
б) потери при транспортировке составляют 1 %.
Пр=кг /год.
г) количество щебня на складе с учетом влажности.
Рассчитываем количества песка.
а) потери при дозировке составляют 1 %.
б) потери при транспортировке составляют 3 %.
в) потери при сушке составляют 3 %.
г) количество песка на складе с у четом влажности.
Рассчитываем количество минерального порошка.
б) потери при хранении и транспортировке, 1 %.
Рассчитываем количества битума
а) потери при дозировке составляют 0,5 %.
б) потери при смешивании с серой составляют 0,5 %.
в) потери при нагреве составляют 0,5%.
г) количество битума в битумохранилище.
Рассчитываем количество серы.
а) потери при дозировании составляют 1 %.
б) потери при смешивание с битумом составляют 0,5 %.
в) количество серы на складе.
Полученные данные сводим в таблицу.
Таблица 2. Данные о расходах сырья без производственных потерь
Таблица 3. Данные о расходах сырья с учетом потерь
6. Расчет материального баланса
Данные материального баланса завода по производству серо - асфальтобетона сводим в таблицу.
Таблица 4. Сводная таблица материального баланса
|
Приход, кг |
Расход, кг |
|||
|
Щебень -38737412 |
Склад готовой продукции -55000000 |
|||
|
Песок -10720684 |
Потери при контроле качества -555555 |
|||
|
Минеральный порошок -5010332,5 |
Потери при транспортировке -561167 |
|||
|
Битум -2368686 |
Потери при перемешивании-1735568 |
|||
|
Сера -1015176,8 |
||||
|
Прихода -57852290 |
Расход 57852290 |
7. Технологическая схема производства
Процесс приготовления серо-асфальтобетона включает просушивание, нагрев и сортировку нагретых песка и щебня по сортам, нагрев битума, дозировка песка, щебня, минерального порошка, серы и битума в соответствии с заданным составом смеси, перемешивание всех компонентов смеси. Погрешности дозирования не должны превышать 3 % для минеральных составляющих и 1,5 % для битума. Температура готовой горячей серо - асфальтной смеси при выходе из смесителя должна быть в пределах 140-160.
Песок и щебень поступают со склада в агрегат питания для предварительного дозирования и подачи в сушильный агрегат. Подсушенными и нагретыми их подают горячим (теплоизолированным) многоковшовым элеватором на сортировочное устройство (грохот). Рассортированные по крупности материал направляют в соответствующие отсеки бункера. В один из его отсеков поступает минеральный порошок (возможно, его поступление не в отсек бункера горячих материалов, а в отдельно стоящую расходную емкость). Негабаритный материал удаляют в специальный бункер. Каждый сорт материала после взвешивают на суммирующем весовом устройстве и загружают в двухвальную лопастную мешалку, в которую из дозирующего устройства подают битум и серу. Готовую смесь выгружают из смесителя в автомобили - самосвалы или накопительные бункера - термосы.
В последнее время, в связи с повышением требований к точности дозирования составляющих серо - асфальтобетонной смеси, особенно к дозированию минерального порошка, устанавливают отдельные весовые аппараты для взвешивания минерального порошка.
Дымовые газы из сушильного барабана и воздух из очагов интенсивного пылеобразования отсасывают вентиляторами через агрегат сухого обеспыливания и дополнительно очищают в агрегате мокрого обеспыливания. Битум нагревают в хранилище до 90 и перекачивают шестеренным насосом по битумопроводам в нагревательный агрегат или в обогреваемые расходные емкости. Битум, нагретый до рабочей температуры, поступает в дозирующее устройство по закольцованному обогреваемому битумопроводу.
Технология оборудование САБЗ - серо-асфальтосмесительные установки. В их состав входят: агрегаты, питания, сушильный, обеспыливания, смесительный дозировочно-сортировочный; расходные емкости битума и минерального порошка; накопительные бункера; кабины с пультами управления. На САБЗ организуют склады топлива, органических вяжущих, минерального порошка, щебня. Песка, серы, лабораторий, ремонтные мастерские, бытовые помещение, конторы.
Технология производства серо - асфальтобетона схожа с технологией приготовления обыкновенного асвальтобетона. На приведенной схеме показана технология приготовления серо - асфальтобетона.
Согласно технологической схеме песок и щебень дозируется и подается в сушильный барабан, где высушивается и нагревается до рабочей температуры. Битум нагревается в нагревателе битума. Сера подается со склада в бункер, дозируется и подается в агрегат смешивания серы с битумом. Минеральный порошок также дозируется. Все компоненты перемешиваются в смесители. Затем готовая продукция направляется в бункер.
8. Расчет и подбор основного технического оборудования
Технология оборудование САБЗ - серо-асфальтосмесительные установки. В их состав входят: агрегаты питания, сушильный, обеспыливания, смесительный дозировочно-сортировочный; расходные емкости битума и минерального порошка; накопительные бункера; кабины с пультами управления.
Оборудование рассчитывается по следующей формуле:
Где: Пм - количество машин, подлежащих установке; Пт - требуемая часовая производительность по данному технологическому переделу; Пп - часовая производительность машин выбранного типоразмера; Квн - коэффициент использования оборудования по времени (принимается Квн=0,8-0,9).
1. Смесительная установка Д-597-А, предназначена для приготовления серо- асфальтобетонной смеси.
Техническая характеристика Д 597 - А.
Производительность, т/ч 25.
Установленная мощность, кВт 63,0.
Вид лопастного смесителя период действия.
Частота вращения лопастных валов, об/мин. 20.
Наибольшая крупность заполнителя, мм 40.
Габаритные размеры, мм.
Длина 3500.
Ширина 3000.
Высота 2800.
Масса, кг. 5500.
Для песка:
Пм = 2136,84/2200*0,8 = 1,21.
Принимаем 1 дозатор для песка.
Для щебня:
Пм= 7716,36/2200*0,8=4,38.
Принимаем 4 дозатора для щебня.
Дозатор для битума марки АВДЖ - 2400.
Техническая характеристика АВДЖ -2400.
Производительность, кг/ч.
Максимальная 500.
Минимальная 50.
Габаритные размеры, мм.
Длина 1790.
Ширина 1140.
Высота 2950.
Масса, кг 570.
Определяем необходимое количество дозаторов для битума:
Пм = 471,47/500*0,8=1,17.
Принимаем 1 дозатор для битума.
Дозатор для серы марки АВДЦ - 1200.
Техническая характеристика АВДЦ - 1200.
Производительность, кг/ч.
Максимальная 300.
Минимальная 100.
Взвешиваемый материал.
Габаритные размеры: длина 1706.
Ширина 906
Высота 2100
Масса, кг 1000.
Определяем количество необходимое строительных установок.
Пм = Пт/Пп*Квн = 23030,37/25000*0,8=1,15.
Принимаем один смеситель для общего смешивания.
2. Сушильный барабан, предназначен для сушки щебня и песка.
Расход щебня и песка (часовой).
Пт = 7716,36 + 2136,84 = 9853,2 кг/ч
Техническая характеристика сушильного барабана.
Производительность, т/ч 12.
Объем, м3 2,74.
Диаметр, мм 1000.
Длина, мм 3500.
Установленная мощность, кВт 4,5.
Угол наклона, град. 4.
Частота вращения, об/мин 6,3.
Определим необходимое количество сушильных барабанов
Пм = 9853,2/12000*0,8=1,02
Принимаем 1 сушильный барабан.
3. Дозатор для щебня марки АВДЧ - 1200.
Техническая характеристика АВДЧ - 1200.
Производительность: максимальная, кг/ч 2200.
Минимальная 200.
Количество взвешиваемых фракций 2.
Взвешиваемый материал песок и щебень.
Габаритные размеры, мм.
Длина 3000.
Ширина 1300.
Высота 2200.
Масса, кг 1300.
Определяем необходимое количество дозаторов серы:
Пм = 202,065/300*0,8=0,84.
Принимаем 1 дозатор для серы
4. Для сортировки применяются барабанные вращающиеся грохоты.
Техническая характеристика барабанных грохотов С - 213 А.
Диаметры барабанов, м:
Внутреннего 0,6.
Внешнего 0,87.
Количество сортировочных секций внутреннего барабана 2.
Длина сортировочной секции, м:
Внутреннего барабана 1,5.
Внешнего барабана 1,42.
Диаметр отверстий барабана, мм:
Внутреннего 20-40.
Внешнего 6.
Наклон барабана 1:10.
Число оборотов барабана в секунду 0,33.
Производительность, т/ч 8,0.
Мощность электродвигателя, кВт 1,7.
Габаритные размеры, м:
Длина 5,64.
Ширина 1,135.
Высота 1,2.
Масса, кг 1102.
Определяем необходимое число грохотов.
Пм = 9853,2/8000*0,8=1,53 1 грохот.
Принимаем 1 барабанный грохот С - 213А.
5. Ленточный конвейер. Для транспортировки сырьевых материалов.
Техническая характеристика ленточного конвейера.
Ширина ленты 300-2600.
Наибольшая скорость, м/с 6.
Наибольшая производительность, м3/ч 8500.
Наибольшая длина одной секции, м 1500.
Мощность электродвигателя, кВт 1,51.
По технологической схеме принимаем 5 конвейеров.
6. Элеватор ковшовый предназначен для транспортирования кусковых и порошкообразных материалов в вертикальном положении.
Он состоит из башмака, в котором вращается барабан с двумя желобами для цепи, и в верхней головке, где находится ведущий барабан с приводом от электродвигателя.
9. Организация технологического контроля
Важным звеном в технологии производства серо-асфальтового бетона является технический контроль. При заводе имеется отделы технического контроля, которые обычно обслуживают и строительные объекты.
Контроль качества применяемых материалов. Качество поступающих на завод материалов - щебня, песка, минерального порошка, серы и битума регламентируется ГОСТами, отмечается в паспортах на эти материалы. Однако независимо от наличия паспортов и сертификатов необходимо систематически проверять качество поступающих на завод материалов.
Особо тщательный контроль должен осуществляться за качеством тех минеральных материалов, которые поступают на завод не в порядке централизованного снабжения, т. е. со специализированных предприятий, а получают непосредственным дроблением или помолом в цехах завода.
Качество готового щебня, поступающего на завод в централизованном порядке, проверяется испытанием средней пробы, отобранной от каждой новой партии. Главные показатели качества: гранулометрический состав, износ в полочном барабане и морозостойкость.
Качество песка проверяется испытанием средней пробы, отобранной от каждой новой партии. Главные показатели качества: гранулометрический состав, модуль крупности, содержание пылевато-глинистых фракций и минералогическая характеристика песка. Дополнительными характеристиками могут быть объемный и удельный веса, влажность и объем пустот. Эти же показатели качества проверяют один раз в 2-3 дня.
Качество минерального порошка проверяется испытанием средней пробы, отобранной от каждой новой партии. Главные показатели качества: гранулометрический состав на ситах с размером отверстий 1.25; 0.63; 0.315; 0.14; 0.071 мм; пористость в уплотненном состоянии под нагрузкой 300 кг/см2; коэффициент гидрофильности; влажность, минеральная характеристика. Дополнительными показателями качества могут быть объемный и удельный веса, скорость капиллярного насыщения водой.
Качество серы проверяется испытанием средней пробы, отобранной от каждой новой партии.
Независимо от поступления новых партий материалов проверка гранулометрического состава щебня, песка, минерального порошка и серы производится ежедневно, желательно в начале утренней смены, но не реже 1 раза в 2-3 дня.
Качество битума проверяется при поступлении каждой новой партии его. Его контролируют также при загружении битума в котел. Определяют следующие основные свойства вязкого битума: глубину проникания иглы пенетрометра; растяжимость с помощью дуктилометра.
Получаемые при испытаниях показатели качества материалов сравниваются с требованиями стандартов и исходными свойствами, принятыми при проектировании состава серо - асфальтового бетона.
Технический контроль качества сырья, технологического процесса и качества готовой продукции оформляют в табличной форме. Контроль осуществляется на всех этапах технологического процесса.
сероасфальтобетон сырьевой производственный технологический
Таблица 5. Технологический контроль качества сырья, технологического процесса и качества готовой продукции
|
Контролируемые параметры |
Периодичность контроля |
Наименование методики контроля или контролируемый прибор |
Место отбора пробы или установки датчика |
||
|
Влажность песка |
Ежесменно |
Согласно ГОСТ |
Склад песка |
||
|
Температура сушки песка |
Ежесменно |
Сушилка (термопара) |
Сушильный барабан |
||
|
Температура размягчения сушки нефтебитума 90С |
Ежесменно |
Методом КиШ |
Трубчатый реактор |
||
|
Вязкость жидкого битума |
Ежесменно |
Вискозиметр |
Битумохранилище |
||
|
Текучесть жидкого битума |
Ежесменно |
Пенетрометр |
|||
|
Температура вспышки |
Ежесменно |
Источник огня |
|||
|
Теплоустойчивость битума |
Ежесменно |
Индекс пенетрации |
|||
|
Тонкость помола минерального порошка |
Ежесменно |
Ситовой анализ |
Склад минерального порошка |
||
|
Влажность минерального порошка |
Ежесменно |
||||
|
Влажность щебня |
Ежесменно |
Склад щебня |
|||
|
Влажность серы |
Ежесменно |
Склад серы |
|||
|
Температура минерального материала |
Ежесменно |
Термопара |
Сушильный барабан |
||
|
Контроль качества серо - асфальтобетонной массы |
Ежесменно |
Бункер готовой смеси |
|||
|
Температура готовой смеси |
Ежесменно |
Бункер готовой смеси |
Размещено на Allbest.ru
Подобные документы
Технико-экономическое обоснование производства. Характеристика готовой продукции, исходного сырья и материалов. Технологический процесс производства, материальный расчет. Переработка отходов производства и экологическая оценка технологических решений.
методичка , добавлен 03.05.2009
Технико-экономическое обоснование по производству сырокопчёных колбас. Схема производства колбас. Нормы потерь и отходов сырья. Распределительные и производственные холодильники. Требования к качеству готовой продукции. Правовые основы охраны труда.
дипломная работа , добавлен 17.10.2013
Подготовка сырьевых материалов по мокрому способу. Важнейшие достоинства технологической схемы с мокрым помолом кремнеземистого компонента. Характеристика сырья и выпускаемой продукции. Технологический расчет оборудования, количество газобетоносмесителей.
курсовая работа , добавлен 18.01.2015
Экономическое обоснование строительства проектируемого предприятия. Характеристика изготовляемой продукции. Описание технологического процесса производства смачивателя СВ-101. Тепловые расчеты оборудования. Технико-экономические показатели цеха.
дипломная работа , добавлен 06.11.2012
Расчет производительности предприятия, потребности в сырьевых материалах. Выбор количества технологического оборудования. Расчет складов сырьевых материалов и готовой продукции. Разработка технологии производства товарного бетона, контроль качества.
курсовая работа , добавлен 25.07.2012
Рассмотрение ассортимента вырабатываемой продукции. Изучение рецептуры выпускаемых шампуней, показателей качества данной продукции. Характеристика сырья и вспомогательных материалов, вычисление норм расхода. Описание технологической схемы производства.
курсовая работа , добавлен 25.05.2015
Сырье и материалы для производства консервной продукции, консервная тара. Нормы потерь и отходов сырья и материалов. Рецептура консервов, нормы расхода сырья и материалов. Выбор и расчет технологического оборудования. Безопасность пищевого сырья.
курсовая работа , добавлен 09.05.2018
Номенклатура выпускаемой продукции и характеристика изделия - плита П-19. Расчет производственной программы завода. Характеристика сырьевых материалов, расчет состава бетона и потребности в материалах. Определение потребности в энергетических ресурсах.
дипломная работа , добавлен 22.07.2015
Технологическая схема производства керамического кирпича, ассортимент и характеристика выпускаемой продукции, химический состав сырьевых материалов, шихты. Перечень оборудования, необходимого для технологических процессов цеха формования, сушки и обжига.
курсовая работа , добавлен 09.06.2015
Проектирование цеха по производству сметаны, йогурта и творога обезжиренного мощностью 80 тонн перерабатываемого молока в сутки. Обоснование технологических схем, расчеты по распределения сырья. Технохимический и микробиологический контроль производства.
На рынке представлено большое ко-личество добавок для асфальтобетонных смесей. В наиболее общей классификации они могут быть подразделены на две группы. В первую включаются товарные продукты, разработанные для улучшения эксплуатационных характеристик асфальтобетона. Они представлены полимерами, адгезионными добавками, ингибитора-ми процессов старения, пластификаторами, стабилизаторами (при-родный асфальт, каталитические нейтрализаторы) и волокнистыми материалами, служащими наполнителями для вяжущего. Опреде-ленные полимерные материалы - эластомеры и пластомеры, ис-пользуются для модификации битума с целью повышения долго-вечности и качества дорожного покрытия. Они могут применяться для повышения сдвигоустойчивости при высокой температуре или, например, для повышения устойчивости к растрескиванию при низкой температуре. Ко второй группе добавок относятся от-ходы или переработанное вторичное сырье, такое как гранулиро-ванная резина, зола-уноса и сера.
Технология производства
Асфальтобетонные смеси производятся либо на заводах циклического действия, либо на заводах непрерывного действия. Асфальтобетонный завод может быть ста-ционарным или мобильным. Производи-тельность заводов циклического действия обычно колеблется в пределах от 100 до 300 тонн в час, в то время как заводы не-прерывного действия используются для производства аналогичных типов смесей в больших количествах. Здесь производи-тельность изменяется в пределах от 50 до 600 тонн в час.
Основным компонентом классического циклического асфальтобетонного завода (АБЗ) является система подачи инертных, предварительно дозирующая холодные инертные материалы, такие как щебень и песок, которые по наклонному конвейеру подаются в сушильный барабан, где нагреваются до заданной температуры потоками газа. Нагретые инертные подаются на элеватор горячих инертных и далее на вибрационный грохот, который рассеивает поток материала на разные фракции согласно количеству и размеру ячеек сит. В АБЗ некоторых производителей, применяются не вибрационные грохоты, а барабанные, что позволяет снизить стоимость установки. В барабанных грохотах возможно перераспределение мелких фракций в более крупные при максимальных нагрузках и при повышенной лещадности щебня, который может застревать в ситах и блокировать проход мелких фракций, что подтверждено опытом эксплуатации АСУ такого типа в России.
Под грохотом расположены бункера горячих инертных, и в каждом хранится своя фракция. Согласно составу смеси, заданному в программе управления, из каждого бункера с отдельной фракцией в весовой хоппер дозируется по очереди требуемое количество материала. Отдельно установлен весовой хоппер для битума и хоппер для минерального порошка и пыли. Битум дозируется из битумохранилища, а минеральный порошок и пыль - из соответствующих силосов. Дозирование осуществляется с помощью динамического взвешивания всех компонентов смеси. Дозированные компоненты подаются в смесительную камеру, где перемешиваются. Средняя продолжительность общего цикла дозирования и перемешивания составляет 45 с, т. е. 80 циклов в час.
АБЗ с горизонтальным скипом - по сути тележка, перемещающаяся по направляющим рельсовым опорам, которая доставляет смесь от смесителя к нужному бункеру хранения смеси и приводится в действие лебедочным механизмом с приводом. Хранилище асфальта разделено на разные отсеки - бункера, где можно хранить смеси с разной рецептурой. Очистка отходящих горячих газов из сушильного барабана происходит в рукавном фильтре, где осаждается пыль с помощью тканевых мешков (рукавов). Осажденная пыль обычно либо вывозится с АБЗ, либо подается в силос пыли, из которого дозируется в хоппер для минерального порошка в нужной пропорции с минеральным порошком. Битум хранится в цистернах, которые могут быть горизонтального, вертикального или мобильного исполнения. Процесс дозирования, смешивания и отгрузки смеси в самосвалы контролируется операторами из пункта управления. В большинстве современных АБЗ установлена микропроцессорная система управления, что облегчает работу, но в то же время средства ручного управления зачастую отсутствуют, и это не позволяет продолжать работу в случае сбоя компьютерной системы.
Многие узлы АБЗ непрерывного типа аналогичны узлам АБЗ циклического типа. Также дозирование холодных инертных осуществляется из холодных дозаторов, отличие которых в том, что они выполняют роль дозаторов, а не предварительных дозаторов, как в циклических АБЗ. В циклических АБЗ дозирование компонентов идет из бункеров горячих инертных в весовой хоппер, а из преддозаторов - только предварительная подача материала. Погрешность дозирования преддозаторов может достигать 10% и более, что несущественно для данного типа АБЗ, так как есть весовой контроль. В то же время в непрерывных АБЗ холодные дозаторы являются именно дозирующим устройством и обеспечивают высокую точность дозирования с погрешностью ±0,1%. Это достигается благодаря современному микропроцессорному управлению, приводам с частотным управлением, тахометрам на приводных валах с обратной связью и весовому мосту, установленному в наклонном конвейере. Холодные инертные точно дозируются из бункеров и подаются на наклонный конвейер, оснащенный грохотом негабарита, отсеивающим негабаритный щебень. Поток материала после грохота попадает на весовой мост, который динамически взвешивает суммарный объем инертных и корректирует работу дозаторов через систему обратной связи с программой управления. Взвешенный материал попадает в сушильно-смесительный барабан, где он, как и в циклическом АБЗ, сушится потоком нагретого газа от пламени горелки. После сушки нагретый материал смешивается в этом же агрегате с минеральным порошком, собственной пылью, битумом и другими компонентами. Полученная смесь выгружается из сушильно-смесительного барабана. Традиционно для хранения смеси применяют силосы круглого сечения со скребковым конвейером. Системы такого типа могут обеспечивать хранение 9 шт. х 300 т = 2700 т и более.
Также в составе непрерывного АБЗ есть битумное хранилище, силосы минерального порошка и собственной пыли. Есть рукавный фильтр с такими же тканевыми рукавами и системой эвакуации пыли или в силос, или назад в барабан, или в самосвал для вывоза.
Основное отличие между циклическим и непрерывным АБЗ в системе дозирования и смешивания. В непрерывном АБЗ нет башни и дозирование сразу идет из холодных дозаторов, смесь идет непрерывным потоком. В циклическом АБЗ идет разгрохотка материала на фракции и весовое, порционное дозирование компонентов, а смесь выпускается порциями.
Циклические АБЗ позволяют проще и быстрее менять рецептуру смеси, в теории каждый замес может иметь другую рецептуру. Такие АБЗ наиболее востребованы при производстве асфальта в городах и мегаполисах, когда асфальт производят для нескольких укладочных комплексов. В то же время циклические АБЗ менее мобильны из-за башни. Башня имеет большие размеры, и для их снижения уменьшают размеры бункеров горячих инертных. В результате мобильный циклический АБЗ работает в режиме грохочения - горячие инертные бункера часто или переполнены одной фракцией, или пусты, что приводит либо к нарушению рецептуры, либо простоям и сбросу избытка нагретых фракций, в основном более крупных.
Преимущество непрерывных АБЗ - в простоте конструкции. Они проще в транспортировке, возведении на новом месте и обслуживании. Такой АБЗ может быть запущен в работу в течение 3 дней. Стоимость ниже, чем у циклического такой же производительности, а реальный выпуск асфальта в смену выше. Особенностью является то, что в реалиях России фракционный состав закупаемого щебня на карьерах может не соответствовать ГОСТу, а так как в этом типе АБЗ нет грохота, разделяющего на фракции инертный материал, иногда происходят нарушения в рецептуре смеси и состав инертных может меняться. Простым решением такой проблемы является установка отдельного грохота для предварительной подготовки инертных, благо на рынке предлагается огромное количество как стационарных, так и мобильных решений.
Все составляющие асфальтобетонной смеси имеют решающее значение для ее конечного качества. Так как более 90% смеси представлено каменным материалом, качество смеси в большой степени зависит от его свойств, которые определяются технологией его дробления. Также важным является правильное обращение с камен-ным материалом, чтобы не изменился его гранулометрический состав и в него не проникла влага. Сухой и хорошо отсорти-рованный каменный материал является ос-новой для получения хорошей асфальто-бетонной смеси.
На современных производствах дозиро-вание каменного материала производится большей частью контроллерами систем ав-томатического управления по запрограм-мированным рецептурам. Каменный мате-риал сушится и нагревается в сушильных барабанах. В процессе приготовления сме-си к каменному материалу добавляется би-тум и минеральный порошок. Для получе-ния желаемых свойств смеси к ней добавля-ются минеральные порошки различных ти-пов. Для улучшения адгезии добавляются амины, волокнистые материалы добавля-ются для увеличения содержания битума, полимеры - для улучшения свойств вяжу-щего. Могут добавляться и красители, на-пример, красный для покрытия теннисных кортов.
Составляющие перемешиваются по при-нятой технологии до получения гомоген-ной асфальтобетонной смеси. Продолжи-тельность смешивания разная для различ-ных типов смесей и смесительного обору-дования. Для получения должного качест-ва конечного продукта перемешивание не должно быть ни слишком коротким, ни слишком долгим. По готовности смесь транспортируется в теплоизоляционные и/ или подогреваемые бункеры для предот-вращения ее охлаждения. Должны быть предприняты меры защиты от окисления или расслоения смеси.
Подробнее с текущей ситуацией и прогнозом развития российского рынка асфальтобетонных смесей можно познакомиться в отчете Академии Конъюнктуры Промышленных Рынков « Рынок асфальтобетонных смесей в России ».
www . newchemistry . ruВам также будет интересно:

Непрерывное медицинское образование (НМО) - больной вопрос для медицинских работников и...

Вокруг необходимости лицензии такси для работы в Яндекс.Такси кипят нешуточные споры. Какие...

Ирина Давыдова
Время на чтение: 12 минутА
А
Поиск работы для вчерашнего выпускника...
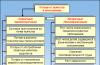
За последние годы экономические отношения в области спорта и спортивной индустрии России...

Бухгалтер, специализирующийся на оплате труда, часто сталкивается с начислением отпускных...

